
Как работает шиномонтажный станок с третьей рукой
Опубликовано: 15.05.2024
1. съема шин с дисков и 2. установки шин на диски.
Основные узлы типового ш/м станка (см. рис.):
1. станина (основное "тело" станка),
2. рабочий стол (установлен сверху на станине),
3. консоль (может быть установлена жестко или выполнена в виде конструкции,
4. верхняя часть консоли (в зависимости от конструкции станка может
перемещаться вместе со штоком рабочей головки в сторону вправо либо
5. рабочая головка (может перемещаться на штоке вдоль консоли, в рабочем
положении фиксируется на колесном диске),
6. отжимной рычаг.

Последовательность операций при съеме шины с диска
Для того, чтобы снять шину с диска, надо выполнить следующие действия:
- отжать шину от диска,
- закрепить колесо на монтажном столе станка,
- установить рабочую головку на закраину диска,
- снять шину с диска.
Рассмотрим каждое из этих действий в отдельности и проблемы, которые при этом могут возникнуть, а также пути их решения.
1. Отжим борта шины от диска (отбортовка).
Предварительно из шины выпускается воздух (для этого просто вывинчивается нипель). Для отжима используется отжимной рычаг (поз.6) - "лопата".
Колесо ставится вертикально между станиной (поз.1) и находящейся в крайнем правом положении "лопатой". Монтажник прижимает "лопату" к борту шины и нажимает на соответствующую педаль станка. "Лопата" приводится в действие и давит на борт шины. При этом борт сходит с крайней части диска к центру.
Затем колесо поворачивают другим бортом к "лопате" и отжимают второй борт. В результате отжатая шина свободно болтается на диске.
Максимальное усилие, с которым "лопата" может воздействовать на борт шины, является одной из технических характеристик станка (типовое значение для станков для колес легковых автомобилей - 1500 кГ).
Проблемы, которые могут возникнуть при отжиме шины.
а) Если шина очень широкая (например, современная низкопрофильная шина), то она может просто не влезть между станком и "лопатой".
Для таких шин необходим станок с увеличенным ходом "лопаты" (точнее - ее ход может регулироваться), например, RAVAGLIOLI серии Racing Type - G860, G870, G880.
б) Алюминиевый диск может быть поцарапан при отжиме "лопатой".
Есть два пути решения этой проблемы - применение пластиковой насадки на "лопату" (не очень эффективно) или использование специальных приспособлений, которые позволяют произвести отжим вообще без использования "лопаты".
2. Зажим диска с отжатой шиной на монтажном столе станка.
Для этого используется самоцентрирующийся 4-х кулачковый пневматический зажим (приводится в действие нажатием соответствующей педали), вмонтированный в стол станка (поз.2). Диск может быть зажат снаружи (за закраины диска) или изнутри (враспор). В последнем случае на диске могут остаться заметные следы от кулачков. Зажим снаружи считается более надежным.
Диапазон диаметров дисков, которые могут быть зажаты на монтажном столе, является одной из технических характеристик станка (типовое значение для станков для колес легковых автомобилей: 12"- 20.5" изнутри и 10" - 18" снаружи). Технической характеристикой станка также является максимальный момент зажима диска (типовое значение - 1000 Н . м).
Диск может соответствовать параметрам станка, но надетая на него шина оказаться очень высокой (не широкой, а именно высокой) и, как следствие, шина упрется в консоль (поз.3) и не позволит зажать диск.
Максимальный диаметр колеса, которое может быть зажато, является одной из технических характеристик станка (типовое значение для станков для колес легковых автомобилей составляет около 1000 мм).
Проблемы, которые могут возникнуть при зажиме диска.
а) Алюминиевый диск может быть поцарапан даже при зажиме снаружи.
Для предотвращения этого применяются защитные пластиковые накладки на кулачки.
б) Диск может оказаться немного больше или немного меньше предельного для данного станка диаметра.
Для изменения диапазона диаметров зажимаемых дисков как в большую, так и в меньшую сторону применяют насадки на кулачки. Они позволяют расширить диапазон диаметров (при зажиме снаружи) в большую (обычно +5") или в меньшую (обычно -2") сторону.
3. Установка рабочей головки на закраину диска.
Для того, чтобы снять шину с диска или надеть ее на диск, необходимо сначала установить рабочую головку станка (поз.5) на закраину диска таким образом, чтобы между головкой и закраиной диска был бы небольшой зазор 2-5 мм (чтобы не замять диск головкой при вращении стола)
Основная проблема, которая может при этом возникнуть.
Головка может просто не встать на широкий диск из-за того, что даже в верхнем положении расстояние между рабочим столом и головкой меньше ширины диска. Максимальная ширина диска, на который может быть установлена головка, является одной из технических характеристик станка (типовое значение для станков для колес легковых автомобилей - 12").
В таких случаях необходим станок с увеличенным ходом головки (обычно до 14") или
с регулируемой высотой консоли (обычно от 12" до 15-15.5"). К таким станкам относятся, например, RAVAGLIOLI серии Racing Type - G860, G870, G880 (последний - с регулируемой высотойконсоли).
У станков с регулируемой высотой консоли последняя может фиксироваться в
2-х положениях (верхнем и нижнем). В верхнем положении расстояние между столом и головкой максимально (15-15.5"), а в нижнем - минимально (12"). Управление высотой консоли производится специальной ручкой.
4. Съем шины с диска (демонтаж)
Для этого используется монтировка (входит в комплект любого ш/м станка). Шиномонтажник опирается ею о рабочую головку, поддевает борт шины и надевает его на головку. Затем нажимает на соответствующую педаль, и рабочий стол начинает вращаться. Рабочая головка при этом поднимает борт шины над диском, и верхний борт шины постепенно сходит с диска. Для более легкого схода шины рекомендуется сначала смазать головку и снимаемый борт специальной монтажной пастой. Те же самые операции повторяются при съеме нижнего борта.
Серьезные проблемы возникают при демонтаже низкопрофильных шин.
Низкопрофильные шины очень жесткие, и основная проблема состоит в том, чтобы "прожать" и поместить в "ручей" диска ту часть борта шины, которая находится на противоположной головке стороне диска (это обязательное условие того, чтобы шина сошла с диска). Без специальных приспособлений сделать это бывает очень трудно.
К таким приспособлениям (а это довольно большая и дорогая конструкция, устанавливаемая на станок) относится, например, GR81 фирмы RAVAGLIOLI.
Подобные приспособления не являются универсальными для всех станков, поэтому при продаже всегда следует уточнить совместимость приспособления и станка.
Последовательность операций при монтаже шины на диск
Для того, чтобы надеть шину на диск, надо выполнить следующие действия:
- закрепить диск на монтажном столе станка,
- установить рабочую головку на закраину диска,
- смонтировать (надеть) шину на диск,
- накачать шину до заданного давления.
Установка диска на монтажном столе и рабочей головки на закраине диска были рассмотрены выше.
Перед монтажом борта шины и поверхность головки смазывают специальной монтажной пастой для лучшего скольжения при посадке на диск. Перед установкой головки шину кладут сверху на диск так, чтобы головка прошла через ее центральное отверстие.
Затем шина определенным образом ориентируется относительно головки и диска, нажимается соответствующая педаль, монтажный стол вращается, и нижний борт шины надевается на диск. Верхний борт надевается таким же образом.
Основные проблемы возникают при монтаже низкопрофильных шин.
Проблемы обусловлены опять же большой жесткостью этих шин. Нижний борт монтируется, как правило, без проблем. Посадить верхний борт намного труднее, а иногда и просто невозможно без специальных приспособлений.
К таким приспособлениям относится, например, упоминавшийся выше комплект GR81 фирмы RAVAGLIOLI.
Накачка шины до заданного давления.
После монтажа бескамерная шина (а сейчас практически все шины бескамерные) довольно свободно болтается на диске. Если в таком состоянии попытаться ее накачивать, то воздух будет просто уходить между диском и бортом шины. Для того, чтобы шина начала накачиваться, надо, чтобы она "схватилась" за диск, т.е. борта шины плотно прилегли к диску и образовалось замкнутое пространство между шиной и диском, в которое будет накачиваться воздух.
Для этого монтажник приподнимает шину так, чтобы ее борта как можно лучше прилегали к диску, на сосок (из которого предварительно вывенчен нипель) надевается щланг от пистолета накачки, и подается давление. При подаче давления шина немного распирается изнутри, и ее борта плотно прилегают к диску, после чего ее можно накачивать до заданного давления.
В процессе накачки борта шины "ползут" по диску от центра в сторону закраин в свое окончательное положение на закраинах диска. В конечном итоге шина устанавливается на диск. Для того, чтобы обеспечить более легкую "ползучесть" бортов, в процессе накачки их и диск подмазывают монтажной пастой.
Большие проблемы возникают при накачке низкопрофильных шин.
а) Низкопрофильные шины отказываются "схватываться" с диском при попытке накачать их обычным способом. Практически единственный способ заставить низкопрофильную шину "схватиться" с диском является взрывная подкачка. Для этого станок должен быть оборудован устройством для взрывной подкачки.
Это устройство представляет собой баллон, в котором создается высокое давление. Баллон соединен воздуховодами с отверстиями в кулачках. При нажатии на педаль воздух под большим давлением выбрасывается через эти отверстия в зазор между нижним бортом шины и диском. Шину резко распирает и она "схватывается" с диском.
Не все ш/м станки оборудованы устройством взрывной подкачки. В то же время доля шин, которые можно накачать только таким способом составляет на сегодня не менее 30% и имеет тенденцию роста. Таким образом, если клиент приобрел ш/м станок, не оснащенный этим устройством, то до 30% шин он просто не сможет смонтировать.
Для каждого автомобиля фирма-изготовитель рекомендует определенные значения давления в шинах. В процессе накачки текущее давление контролируется по манометру, установленному на пистолете или на самом станке, если он с устройством взрывной подкачки. В целях безопасности может быть установлен ограничитель давления. Ограничитель либо является элементом станка (для станков с устройством взрывной подкачки) либо им может комплектоваться пистолет подкачки. Ограничитель не позволяет превысить давление в шине выше определенного порога (типовые значения - 3.5 и 4.0 Бар).
б) В процессе накачки при достижении даже максимального давления (определяемого ограничителем) низкопрофильная шина часто все же не садится на диск полностью. Иногда, но далеко не всегда, помогают удары по шине кувалдой. В противном случае остается единственный способ - превышение максимального давления. Для этого используют пистолет без ограничителя. Такой способ накачки является нарушением правил техники безопасности и, хотя реальной жизни альтернативы ему нет.
После монтажа шины на диск собранное колесо обязательно должно быть отбалансированно.
2. Классификация
С точки зрения потребителя ш/м станки могут быть разделены на две большие группы - полуавтоматы и автоматы. Основной признак, по которому происходит такое деление - это устройство консоли.
Полуавтоматы имеют консоль, основание которой жестко соединено со станиной. Консоль имеет подвижную верхнюю часть, которая вместе с рабочей головкой может отводиться в сторону (вправо).
Жесткой фиксации головки на закраине диска не осуществляется и во время монтажа она, вообще говоря, может легко отходить в сторону, если ее не прижимать самой шиной. Для обеспечения зазора между головкой и закраиной диска необходимо сначала выставить положение подвижной части консоли относительно диска с помощью винта, расположенного на неподвижной части консоли, а затем повернуть рычаг, расположенный на ее подвижной части консоли. Все это весьма неудобно.
Такие станки имеют три педали управления (педаль управления "лопатой", педаль зажима/отжима диска на столе и педаль вращения стола).
Автоматы имеют консоль, которая может откидываться назад (при нажатии на соответствующую педаль). Верхняя часть консоли также является подвижной, но движение происходит не в сторону, а вперед-назад. Шток рабочей головки при этом может легко передвигаться вдоль верхней части консоли.
Фиксация головки на закраине диска осуществляется пневмосистемой станка при нажатии кнопки или повороте соответствующей ручки. При этом головка фиксируется жестко и остается неподвижной во время монтажа, зазор между головкой и закраиной диска при этом устанавливается автоматически. Такие станки имеют не три, а четыре педали управления. При нажатии на четвертую педаль консоль откидывается назад или возвращается в исходное положение (если уже была откинута).
Работать на автоматах значительно удобнее и быстрее. Во-первых, удобнее и значительно быстрее подвод и фиксация головки на закраине диска. Во-вторых, головка фиксируется жестко и не создаются неудобства из-за того, что она может отойти в сторону.
Станок-автомат может быть одно или двухскоростным, т.е. иметь одну или две скорости вращения стола (1-я - обычная, 2-я - повышенная). Значения скоростей для 2-х-скоростных станков Simpesfaip - 5 и 10 об/мин, для станков Ravaglioli - 6.5 - 13 об/мин. Наличие второй скорости может дать небольшой выигрыш во времени при работе в условии непрерывного потока. При обычной работе монтажники редко пользуются второй скоростью.
Следует знать что по Российскому законодательству скорость вращения стола не должна превышать 10 об/мин. В реальной жизни это правило не работает.

Дело мечты. Пост №11. Барабанно-шлифовальный станок
Рад вновь приветствовать вас всех, друзья!
Как и обещал, этот пост посвящаю самодельному барабанно-шлифовальному станку.
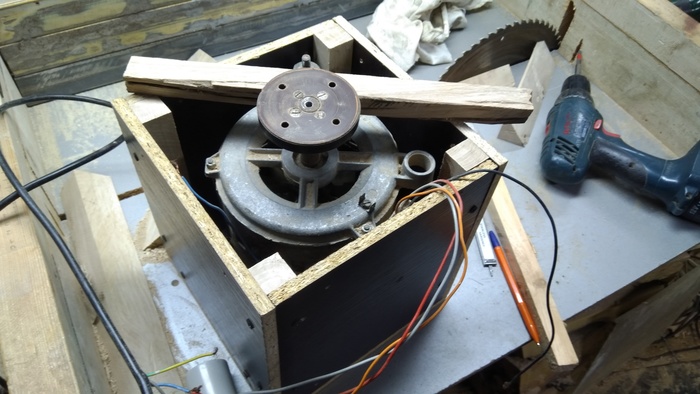
Вот, собственно, и он.

Максимально простая конструкция.
Мотор - 350w от стиральной машинки. Отлично справляется с поставленной задачей. Никаких конструктивных изменений в него не вносилось. Ремень - самый короткий, что был на рынке, ручейковый. К мотору был заказан блок питания с алиэкспресса. По 800р они там продаются в среднем.
Шкив на валу под ремень вырезал фрезером, проточил канавки на токарном станке по дереву, зажав в патрон через болт.

Подъёмный механизм - 12 фанерка (чуть прогибается если сильно давить) на обычных дверных петлях, с другой стороны 12й болт вкручивается в вот такую опорную пластину. Вот так всё подымается-опускается.
Теперь про ключевую деталь - вал. Здесь все немножко сложнее.
с двух сторон стоят такие вот подшипниковые узлы

В них зажат 12й стальной прут, посадочное место под шкив было проточено моим другом @naumovnp на токарном станке по металлу, и нарезаны резьбы с двух сторон под зажимные гайки.
На прут надеты фанерные шайбы диаметром 68мм (стандартная коронка по дереву самая большая, что была в наборе). И зафиксировано это всё на полиуретановый клей Пур. Замечательно держится.
На фото ниже можно наблюдать степень затупления коронки :) На разок хватило.

Система пылеудаления реализована вот так.

Подсоединить можно любой бытовой пылесос.
Пробный пуск:
(Во время записи мне пришло сообщение, свои телефоны можете не проверять:) )
Вал обязательно нужно прошлифовать (или проточить). Я делал это листом шлифовальной бумаги Р40. Не смотря на крупность, получилось достаточно чисто и ровно. Для намотки купил рулон мирки Р100. Я видел, как на аналогах фиксируют наждачку через саморез. Мне не понравился такой вариант. Менять вал я не планирую, поэтому я установил в него маленькие гаечки и вкручиваю в них такие же маленькие винтики. Наждачка фиксируется надетой на них шайбой. Всё прекрасно держится.
И полноценные испытания:
Подытожим.
станок прекрасно справляется с поставленной задачей. Я уже протестил его и на более твердом красном дереве - претензий не имею, как говорится.
На максималках он выдает на валу 1350 оборотов в минуту и этого вполне достаточно. Дерево не горит и прекрасно шлифуется.
Теперь мой новый друг сильно облегчит мне жизнь в работе с моими гитарами.


На этом смею откланяться. В следующем посте сделаю нормальный обзор на пилораму, которая уже мелькала в моих постах, но была подвергнута достаточно кардинальным техническим изменениям.
Связь со мной здесь или через почту, которая указана в профиле. И, конечно же, я всегда рад поболтать с вами в комментариях :)
До новых встреч!

Эксперимент над мелким ЧПУ станком Cutter
Решил ускорить работу станка в 2 раза и добавил вместо одного шпиндела на 1.5 кило вата - 2 по 2.2 кило ватт. Пока работает все отлично но конечно понятно что сам ресурс станка не бесконечен) но это же эксперимент всё же)
минимум выглядит круто!
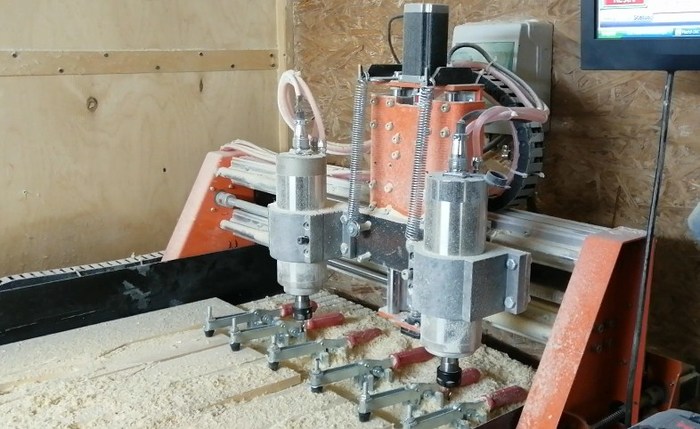
конечно шпинделя тяжелые пришлось компенсировать пружинами от двери

режет за один проход в данном случае балясины толщина 18 мм


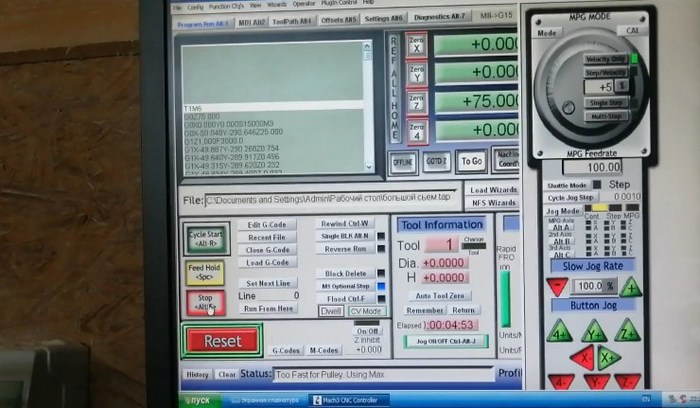
Время затраченное на 6 балясин чуть больше 4х минут) и это круто!
ну и вот конечный продукт .
Да на фрезере еще закруглены фаски

Видео в реальном времяни
Продолжаю собирать 4х осевой чпу фрезер для мастерской
Итак не так давно выкладывал видео как неделю станок 4х осевой фрезер он долго сох после неудачной покраски) пришлось опять все грунтом лить(( а тут еще и морозы начались . вот как то так затянулась моя постройка..
Вот небольшое продалжение
Английское колесо. Модельное


Ну вот и доделано английское колесо. Да не простое, а модельное, то есть маленькое.
Теперь смогу делать красивые дутые кузова в масштабе!))
Размеры станка всего 345*405мм.
Если кому интересно, могу выложить видео как доснимем про него)
Ну и в комментах конечно же с удовольствием отвечу на вопросы))
4х осевой фрезер ЧПУ своими руками Часть 3
Итак продолжение! Видео отснято много буду порционо делиться успехами)
Корпус для шлифовального станка
Год назад купил листы наждачной бумаги самоклеящиеся. Они 305 мм диаметром.
Не особо куда и приспособишь, пришлось специально для них делать крепление из листа алюминиевого сплава. Крепить к валу станка по-простому, через центральное отверстие не лучший способ, выступающие части при шлифовке совсем не нужны, а делать выштамповку затруднительно. Ну я и сделал планшайбу на которую можно крепить не только диски с наждачкой, но и болванки для точения. Кстати для своего ленточнопильного станка колёса я на этом моторе и точил.

Ступицу на вал изготовил из двух пластин с просверленными отверстиями не перпендикулярно валу, так чтобы они восьмерили примерно на миллиметр, после стяжки болтами они закусываются на валу мотора и исключают сдвиг или проворачивание.
Потом на этом-же моторе включил и торцанул привалочные плоскости. Планшайба протачивалась на плоскость с одной стороны, переворачивалась, и протачивалась вторая сторона. Аналогично точил из оргстекла шайбы переходные для крепления дисков под наждачку. Точил стамесками. К сожалению резьбу довольно быстро сорвал в этих шайбах, пришлось делать шпильки и сажать их на эпоксидку.
В текстолитовой планшайбе резьба нормально держится, ну если конечно не усердствовать с затяжкой, хотя, наверное, тоже на шпильки переведу. Год этот моторчик у меня простоял без корпуса, с конденсатором, висящим рядышком и перекручиванием проводов для реверса или снижения оборотов. Хотя и использовался регулярно. Наконец я дозрел. Сделал корпус и подключил через тумблеры управление мотора. Мотор от стиральной машинки, безколлекторный, 320 об/мин, и 2750 об/мин.
Листы наждачной бумаги приклеены на совесть, поэтому сейчас делаю второй диск из алюминиевого сплава, для разной зернистости, 40 грит и 80 грит. С покраской или каким-либо облагораживание внешнего вида пока не задумывался, планируется установка на отдельную тумбу с пылесосом. И возможностью быстрого перевода из горизонтали в вертикаль. Пока сделал кубиком, при шлифовке устанавливается как угодно, не скользит, вибрации нет. Надписи методом ЛУТ.
Не лучший выбор материала, ДСП и тумблеры, но уж что есть
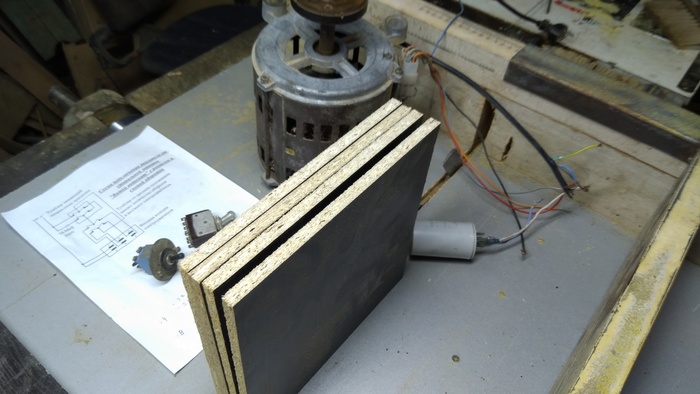
Рейки для обвязки дуб и граб. Мотор внутри закреплён через резиновые шайбы
Разметка для выключателей, а жёлтенькое это приспособления для фрезеровки пазов.

Пазы это самоё лёгкое, конечно при наличии фрезера и приспособления к нему ))
Чем же все таки отличаются шиномонтажные станки автоматические и полуавтоматические
Начнем с главного: у автоматов монтажная стайка откидывается назад, нажатием на педаль, при помощи пневмо привода, а у полуавтомата она отводится в сторону рукой. Собственно по этому на полу автоматах три педали, а на автоматах – четыре.
Для чего это нужно: при перебортовке нескольких одинаковых колёс, например при сезонной переобувке, на автомате: вы выставили расположение монтажной головки и зафиксировали его. Закончив работу с одним колесом, монтажная стойка откидывается назад целиком, и настройки не собьются. На полуавтомате же, придётся каждый раз выставлять монтажную головку заново вручную. Это основное отличие.
Вывод автомат нужен при большом потоке автомобилей, особенно во время сезонной смены резины!
Какие можно встретить характеристики и на что обратить внимание при выборе шиномонтажного станка
Диаметр обслуживаемых дисков.
Это всегда интервал, обычно в дюймах, так как диски принято измерять именно в этих единицах. Чем больше интервал, тем больший диапазон клиентов сможете обслуживать. Стандартно 10-18, 12-22, 11-24
По способу фиксации диска на станке, внутренний и внешний зажим.
У зажимных кулачков Шиномонтажного станка есть внешний зажим, когда вы кладёте колесо на станок, и кулачки оказываются внутри диска, вы фиксируете колесо, распирая его с внутренней стороны. Так можно фиксировать только стальные диски.
Литой диск, дабы его не испортить в момент монтажа зажимается наружным креплением. Когда диск помещается между зажимных кулачков, и зажимается ими, и таким образом фиксируется.
Усилие отрыва борта. Это то, с какой силой монтажная лопатка давит на колесо, для отрыва его от диска. Колеса бывают всякие, и часто встречаются проблемные, прикипевшие, присохшие, или просто жесткие, и так далее. В этом случае этот параметр важен. На большинстве станков это значение варьируется от 2200 до 3500 тонн. Лучше брать больше, чтоб был резерв мощности.
Макс. диаметр диска – означает, на какое максимальное расстояние могут разъехаться зажимные кулачки. Не всегда этот параметр совпадает с реальным диаметром диска, который они могут зажать внешним зажимом! Для внутреннего зажима расстояние будет еще меньше. Это важно, обратите внимание. Обращайте внимание при выборе: Если на станке написано, что максимальный захват 22 дюйма, имеется в виду, внешний зажим. То-есть двадцати двух дюймовый стальной диск. А литой вы сможете зажать на 1,5-2 дюйма меньше!
Давление воздуха в пневмосистеме, не решающий фактор, обычно равен 8 или 10 атмосферам.
Напряжение в сети 220В 380В – важно, в отличии от балансировочных станков чаще встречаются на 380 Вольт.
Габаритные размеры – нужно понимать, что в компактных помещениях, использование автоматического станка не всегда уместно, ведь его нельзя ставить в плотную к стене, а нужно отступать, хотя бы 0,5 метра.
Существуют шиномонтажные станки со встроенной взрывной накачкой, у них есть отдельный ресивер, литров на 10-20 в который накачивается воздух. В шину он поступает через отверстия в зажимных кулачках станка, после нажатия кнопки либо педали.

Второй вариант, внешняя взрывная накачка. Представляет собой бустер (внешний ресивер), который вы в нужный момент наполняете воздухом под давлением, подносите к шине и нажимаете на выпускной клапан. Напор воздуха бьет точно в цель и ставит покрышку на место. Продается отдельно, стоит от 5 тр. до 20 тр.
Макс. диаметр колеса – какого размера колесо можно обслужить
Третья рука для шиномонтажного станка. Вспомогательное устройство для работы с низкопрофильными шинами. Это пневматическое устройство, позволяющее обслуживать резину с жестким бортом, тогда, когда один оператор не в силах справится и чтоб не испортить шину. Представляет собой отдельное устройство, которое монтируется на монтажную стойку станка. Либо является частью стенда у некоторых производителей.
В комплекте со станком обычно есть все, что нужно для работы, а именно:
Влагоотделитель и лубрикатор
Емкость для шиномонтажной пасты с кисточкой
Пистолет для накачивания шин
Пластиковая накладка на отжимную лопатку
Пластиковые накладки на кулачки
Можно дополнить комплект поставки станка, в зависимости от вашей специализации:
Комплект зажимов для работы с мотоколесами
Монтажную головку для мотоколес
Самые популярные бренды шиномонтажных станков в России
Какое еще оборудование нужно для нормальной работы шиномонтажа, читайте в статье шиномонтажное оборудование

В нашей компании представлен широкий ассортимент шиномонтажного оборудования, и перед потенциальным заказчиком, просматривающим каталог, встает вопрос – какой аппарат выбрать для своего бизнеса? В данной статье мы расскажем об основных факторах, на которые нужно обратить внимание при покупке станка (стенда – так еще называют данное устройство).
Сфера применения

Шиномонтажный станок является одним из самых распространенных агрегатов, используемых в малом бизнесе. Устройство применяется в шиномонтажных сервисах и мастерских, где служит для снятия шины с диска и, затем, для последующей ее установки обратно. Также аппарат помогает при накачке и подкачке колес. Шиномонтажный стенд используется для обслуживания:
- легковых автомобилей;
- грузовых машин;
- спецтехники;
- мототехники.
- Оборудование в значительной степени облегчает работу мастеров и обеспечивает:
- оптимизацию процессов предприятия;
- повышение экономической эффективности сервиса;
- высокую скорость работы;
- лучшее качество услуг.
Радиус захвата

Различают два вида радиуса захвата колес – внутренний и внешний. Внутренний радиус – это когда колесо зажимается станком изнутри, а внешний, соответственно – снаружи. В процесс шиномонтажа чаще применяется зажим внутренний. Однако в качестве рекламы изготовители любят указывать именно внешний радиус, так как этот показатель больше на 2-3 дюйма. И если консультант предлагает вам стенд с захватом до определенной цифры, уточняйте, о каком радиусе идет речь. В большинстве случаев большой радиус (например, 24 дюйма) не нужен. В сервисе более частые гости – владельцы авто с дисками от 14 до 16 дюймов. То есть, вам достаточно приобрести шиномонтажный станок с захватом от 18 до 20 дюймов.
Типы стендов

Шиномонтажные станки бывают автоматическими и полуавтоматическими. При эксплуатации стенда автоматического типа монтажная колонна при нажатии на педаль с помощью пневматики откидывается назад. А у полуавтоматических станков рабочую часть монтажной колонны нужно отводить в сторону самостоятельно – вручную. Данные устройства отличаются от автоматических аппаратов более лояльной ценой и не столь высокой оперативностью. Стенд с пневматикой обеспечивает быстрый сервис. Также автоматические станки проще в эксплуатации и делают труд специалиста менее сложным. Но данное оборудование нельзя ставить вплотную к стенке, так как не будет достаточно места для откидывания монтажной колонны. Это значит, что автоматы требуют наличия большего пространства в сравнении с полуавтоматами.
Напряжение

Можно заказать шиномонтажный станок с напряжением 380 В или 220 В. Аппараты на 380 Вт отличаются большей производительностью и превосходно работают – если в сервисном помещении есть такое напряжение. Стенды на 220 В считаются более слабыми, но хорошо себя показывают и не в самых подготовленных местах: гаражах, подвалах и др.
Взрывная накачка

Так называют ресивер, который служит для хранения сжатых воздушных масс и в большинстве моделей шиномонтажных стендов располагается сзади. Когда мастер нажимает на педаль станка, через специальные отверстия (они находятся в зажимных кулачках), под давлением подается сжатый воздух, вследствие чего боковина колеса перемещается на обод. Наличие данного режима позволяет выправлять борта шин из некачественной резины или же резины, которую неправильно хранили.
Опция «Третья рука»

Шиномонтажные станки могут оснащаться данной функцией. Опция контролируется пневматикой и представляет собой специальный элемент, позволяющий держать покрышки в нужном состоянии, сбортированном или разбортированном, пока вращается рабочий стол. Этот режим, как и взрывная накачка, также полезен в обращении с низкопрофильной резиной. Опция полезна и в работе с резиной, имеющей жесткие борта – когда покрышка не хочет возвращаться обратно. Можно приобрести оборудование с данной возможностью или же купить впоследствии и установить к имеющемуся аппарату. Но данная опция подходит не ко всем аппаратам – лучше уточнить у консультанта. Как правило, «Третья рука» не монтируется на дешевые стенды.
Это лишь основные характеристики данного шиномонтажного оборудования. При выборе могут оказаться важными и другие свойства и особенности станков. Мы рекомендуем обращаться за грамотной консультацией к сотрудникам компании ТТС-Авто, которые подскажут преимущества той или иной модели, представленной на сайте.
![]()
![]()
![]()

ЦЕНА ДЕЙСТВИТЕЛЬНА ПРИ ОТГРУЗКЕ СО СКЛАДА В Г. МОСКВА
EQFS ES24AC+HR360 Шиномонтажный станок автомат с третьей рукой и взрывной подкачкой до 24"
Шиномонтажный станок автоматический для шиномонтажных мастерских со средней и высокой проходимостью. Предназначен для легковых автомобилей, внедорожников и легких грузовиков с размером колес от 10 до 24 дюйма. Взрывная подкачка, третья рука для работы с низкопрофильными шинами и RanFlat в комплекте!
- Большой квадратный стол (диаметр рабочего стола 620мм.) Толщина металла рабочего стола 11мм. Не будет деформироваться в процессе работы.
- Материал монтажного "гуся" изготовлен из высокопрочной стали с шестигранным сечением толщиной 41мм. Не гнется при разбортировке.
- Рабочий шток монтажного "гуся" ориентирован ребрами жесткости к направлению вращения стола, что предотвратит изгиб "гуся" при работе.
- Монтажная лапка новейшей конструкции. Сильно отличается от стандартных моделей.
- Монтажная лапка с усеченным роликом - не будет царапать диски при монтаже/демонтаже резины.
- Монтажная головка с пластиковой вставкой в нижней части - не будет царапать диск при разбортировке.
- Устройство «третья рука» напольного крепления. Может крепится на бетонированный пол и может работать практически с любым шиномонтажным станком.
- Усилие отжима увеличено до 2700кг, что дает возможность работать с самыми жесткими покрышками. Увеличивается скорость работы оператора.
- Рабочий стол квадратный.
- Отжимной цилиндр изготовлен из нержавеющей стали. Не ржавеет со временем.
- Реверс монтажного стола. В случае зажима шины позволяет разблокировать монтажную лапку без повреждения покрышки и диска.
- Редуктор шиномонтажного станка не требует смазки и обслуживания.
- Рабочие детали редуктора выполнены из высокопрочной и износостойкой стали.
- Все быстросъемные элементы пневматической системы выполнены из металла, а не из пластика, что значительно уменьшает вероятность поломки.
- Пневматические клапана педального блока конструктивно оснащены сепараторами, которые предотвращают разбрызгивание масла по внутренним узлам станка.
- Электрические части станка выполнены в закрытом исполнении с заземлением, что предотвратит удар электрическим током Вашего персонала.
- Регулятор давления с встроенным влагоотделителем предотвратит попадание воды в пневмосистему станка, что предотвратит коррозию и попадание влаги в колесо. Это особенно важно при работе в наших условиях пониженных температур.
- Встроенный лубрикатор подает смазку в пневмосистему станка, обеспечивая смазкой все необходимые узлы и агрегаты для долговечной работы.
- Специальное резиновое кольцо на рабочем штоке станка предотвратит удар монтажной головки, при отводе от рабочей поверхности.
Технические характеристики:
| Рабочее давление, бар | 8-10 |
| Усилие отжимного цилиндра, кг | 2700 |
| Допустимые размеры дисков (при внутреннем захвате) | 12"-24" |
| Допустимые размеры дисков(при внешнем захвате) | 10"-21" |
| Максимальный диаметр колеса, мм | 1040 |
| Электропитание, В на выбор | 220 или 380 |
| Мощность, кВт | 0,75/1,1 |
| Уровень шума, dB | 70 |
| Габариты, мм | 1180х980х980 |
| Масса нетто, кг | 210 |
| Масса брутто, кг | 229 |
Комплект поставки:
- Пистолет с манометром – 1шт.
- Пластиковые накладки на кулачки – 4шт.
- Монтажная лопатка (монтировка) – 1шт.
- Регулятор давления с манометром, лубрикатором и влагоотделителем – 1шт.
- Ведёрко для пасты – 1шт.
- Кисть для монтажной пасты – 1шт.
- Переходник для подключения компрессора – 1шт.
- Инструкция по эксплуатации – 1шт.
Если у вас остались вопросы на которые вы не нашли ответы, позвоните по любому указанному телефону и менеджеры ответят на все Ваши вопросы.
Товар доставляется транспортными компаниями по всей территории РФ. (стоимости доставки в момент заказа)
Читайте также: