
Как варить диски колеса под большой размер
Опубликовано: 30.04.2024
Под разваркой понимается увеличение размера диска, благодаря чему транспортное средство по-другому выглядит, обретает новый облик. Можно разварить обычные заводские диски, которые известны среди автомобилистов как «штамповки». Чтобы увеличить размер,можно использовать несколько методовкак сделать диски разварки своими руками. В статье описаны самые популярные, которые доступны в домашних условиях своими руками.
Для изготовлениядискасвоими руками понадобится болгарка, шовный герметик и сварочный аппарат . Сам процесс предполагает приваривание друг к другу двух полосок обода или путем вставки расширяющей пластины из металла.

Какие есть способы разварки
Если у вас имеются под рукой все необходимые инструменты, то вы легко сможете изготовить новые диски собственноручно, другие могут обратиться за помощью к мастеру.
Кроме двух основных способов разварки дисков, которые будут описаны ниже, автовладельцы применяют и более редкие, которые сложнее в исполнении и лучше приступать к работе только при наличии необходимого опыта.
При первом способе, необходимо иметь при себе не четыре, а восемьштамповок, четыре из которых будут использоваться в качестве доноров для расширения. Диски разрезаются вдоль и затем снова свариваются между собой за счет этих доноров.
Второй метод разваркипредполагает использовать для работы металлическую полосу, толщина которой может составлять 2,5-4 миллиметров.
Какое расширение допустимо

Заводские диски имеют стандартный размер – 6,5 J по ширине . После того, как будет сделано расширение, этот показатель может увеличиться до 8-10J. Итоговая ширина ничем не ограничена, только воображением автовладельца и особенностями транспортного средства. Полученные обновленные запчасти должны влезть в арки под крылом машины, вот главное условие, которое необходимо соблюдать, но и здесь можно схитрить и раскатать арку, если это допустимо.
Использование «доноров»
В первом случае,для создания разварки колесных дисков,нам будут необходимы диски доноры, с которых мы будем брать недостающую ширину. Как правило, в процессе используют бывшие в употреблении детали.
Для работы в домашних условиях нам понадобится:
- сварка;
- болгарка с насадками;
- герметик;
- дрель со сверлом 4/5 и 10/11.
Перед тем как приступить к работе по разварке дисков,необходимо подготовить запчасти, а именно, посмотреть на наличие неровностей и убратьих. Самый простой способ оценить идеальную поверхность– зажать в тиски ступицу автомобиля, установить на нее запчасть и прокрутить.
Оценивая уровень биения, знайте, что показатель в районе двух миллиметров можно считать допустимым, если больше, то штамповка обязательно поправляется на оборудовании. Если его нет дома, то воспользуйтесь услугами специалиста, но пренебрегать этим этапом в разварке дисков не стоит, иначе может пострадать управляемость машины на дороге.
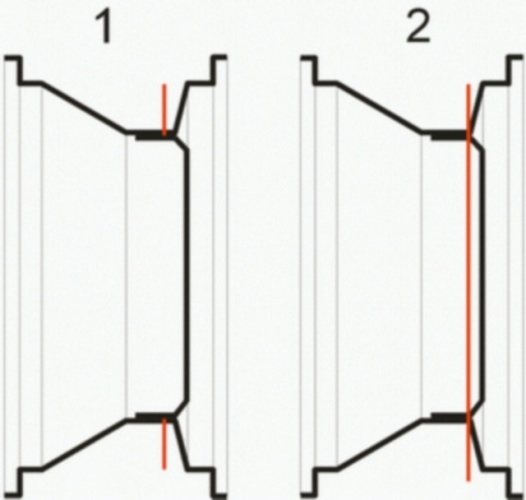
После проверки начинается вторая часть– отсечение наружного обода диска, которое производится до внутренней части поближе к середине. На наглядном примере внизу хорошо схематически показан процесс отсечения.

Этот обод нам не пригодится, поэтому его можно убрать. Оставшийся обод станет наружным для другой части. Ее мы одеваем на ступицу моста сзади и производим фиксацию. Только после этого надеваем вторую обрезанную часть.
Важно хорошо выровнять обе половины разварки относительно друг друга и устранить биение . Сваркой делаем несколько прихватов по местам надрезов. Более подробно можно посмотреть о данном методе на видео
Только теперь нам пригодится герметик, который наносится в центр. После полного высыхания, лишний материал удаляется наждачнойбумагой и, в качестве заключительного этапа, идет покраска.
Расширение при помощи металлического обруча
Этот метод имеет несколько отличительных особенностей, главной из которых является применение в качестве расширителя металлической полосы.
Первое что мы делаем – распиливаем запчасть на две равные половины. Главным преимуществом данного способа разварки является его экономичность. Для работы понадобится только один комплект дисков и металлическая пластина, из которой можно будет сварить обруч.
Толщина материала должна быть не менее 3 миллиметров, ширина подбирается заранее. Важно следить за тем, чтобы полоса была ровной. Гнется метал при помощи специального ролика.
Процесс врезания обода хорошо продемонстрирован схематически на рисунке ниже:
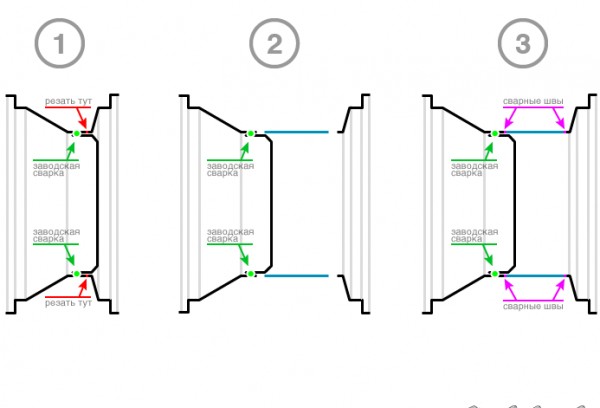
Часть, на которой останется ступица, соединяется с полосой из металла с помощью сварки.
На втором этапе изготовления зачищаем швы. Лучше иметь под рукой для такой работы специальное токарное оборудование. Специалисты советуют, до установки на транспортное средство исправленных деталей, сделать дополнительную прокатку, чтобы полностью быть уверенным в соблюдении геометрии, оказывающей особое влияние на качество управления автомобилем.
Последним и заключительным этапом создания разварки является покраска самого диска . Лучше всего использовать порошковые составы.
Такие разварки, созданные в домашних условиях, прекрасно собираются и способны выдерживать нужное давление. Они могут быть без камеры, но если она устанавливается, то в конструкции нового диска обязательно высверливается отверстие для ниппеля. Делать это стоит сначала сверлом небольшого размера, а затем увеличить до желаемого.
Прокатку делать обязательно. Если вы не разбираетесь что это и как делать, лучше доверьтесь профессионалам или посмотрите на видео
Чтобы машина выглядела еще более эффектно, можно поверх покраски покрыть изделия лаком.
Использование правильных шин – одно из главных условий хорошей проходимости для любого вездехода. Поскольку стоимость специализированного комплекта, почасту изготавливающегося мелкосерийно либо и вовсе на заказ, нельзя назвать гуманной, рассмотрим, как сделать колеса низкого давления своими руками. На видео продемонстрируем процесс преображение стандартных грузовых покрышек в ободрыши.
Целесообразность установки
Рассмотрим особенности, которые делают шины низкого давления настолько эффективными:
![лучшая грязевая резина]()
небольшой вес, по сравнению с обычными внедорожными покрышками соизмеримых габаритов. Благодаря этому ДВС намного легче проворачивать колеса, что равнозначно увеличению крутящего момента без изменений в двигателе либо трансмиссии;- увеличенная площадь контакта с дорожным полотном. Как известно из курса физики, чем больше площадь, на которую распределяется масса, тем меньше давление на поверхность в каждой точке. Именно это обуславливает использование колес низкого давления на болото- и снегоходах. Аналогичный эффект используется и в сельскохозяйственной технике, где излишняя нагрузка на грунт вредна для культур. При определенном соотношении массы транспортного средства, вытесняющей площади и количества помещающегося в покрышку воздуха, автомобиль приобретает плавучесть.
![авто для рыбалки и охоты]()


Регулировать удельное давление на грунт, а следовательно, и проходимость можно изменение внутреннего давления покрышки. Транспортное средство реально оборудовать автоматической подкачкой шин, после чего изменять давление можно из салона.
Единственный заметный недостаток шин низкого давления – уязвимость к прокалыванию острыми предметами. Такой минус обусловлен высокой эластичностью резины, что при преодолении бездорожья является дополнительным плюсом.
Варианты конструкции
Поскольку в нашем случае нам интересен процесс изготовления покрышек повышенной проходимости своими руками, останавливаться на заводских вариантах конструкции мы не будем. Виды шин низкого давления, которые доступны для самостоятельного изготовления:
- в качестве базы используется камера из шины нужного размера. Диск при этом можно полностью изготовить своими руками либо дооснастить необходимыми упорами и крепежами готовое колесо. Поскольку камера очень эластичная, ей необходим дополнительный подпор, который будет препятствовать заламыванию при боковых нагрузках. По периметру пятная контакта камера обвязывается кусками плотного материала или цепями, что необходимо не только для крепления камеры к диску, но и для создания эффекта грунтозацепов. Возможность цепляться важна не только на песке, рыхлом грунте либо снегу, но и на воде;
- ободрыши низкого давления. В качестве основы используются грузовые шины, из которых срезается часть протекторного и профильного слоя. В итоге покрышка становиться легче и приобретает дополнительную эластичность. Чтобы уменьшить риск разбортировать колеса при езде на низком давлении, как и в предыдущем случае, необходимо изготовить дополнительный боковой упор. Как сделать ободрыши, а также конструкцию диска рассмотрим далее на фото и видео.
Камерный вариант
В первую очередь вам необходимо подобрать или выточить самостоятельно диски, которые будут подходить под параметры ступиц вашего ТС. Как можно поступить, если необходимо подогнать ширину диска под камеру:

- разрезать диск, вырезав внутреннюю часть необходимого размера, затем опять сварив диски, если необходимо уменьшить посадочный размер;
- если ширину нужно увеличить, то между двумя разрезанными половинами вваривается часть другого диска. Сделать такие колеса вам могут на заказ, так как изготовление разварок – довольно распространенная услуга.
Для изготовления выбранного нами вида колес низкого давления потребуются металлические пруты (безопасная толщина зависит от размера камеры, а также частоты расположения перемычек). Боковые упоры привариваются к основе диска, к ним потом крепятся поперечные перемычки, которые и будут посадочным местом на диске для камеры. Для улучшенной боковой поддержки вся система укрепляется по внутреннему периметру профиля шины круговым прутом.
Некоторые изобретатели для перемычек, огибающих пятно контакта, используют цепи. Решение неплохое, поскольку позволяет получить дополнительные снего-, водо- и грунтозацепы. Также можно использовать буксировочные тросы, которые после обвязки будут покрывать долю камеры, препятствуя ее повреждению.
Скорее всего, лишним будет напоминание о том, что все крепежные элементы, обращенные к камере, должны быть довольно плоскими. Иначе при проезде неровностей есть большая вероятность пробить камеру.
Делаем ободрыши
Для самостоятельного изготовления шин низкого давления вам потребуются:
- б/у покрышки от грузовика (к примеру, от Газ-66 или шины ВИ-3, устанавливаемые на Краз 255). Если вы будете покупать шины специально под ободрыши, то выбирайте резину, не «пожеванную» внутри. Иначе после снятия верхнего слоя вы получите слабое место или и вовсе дыру, которую придется вулканизировать;
- строительный нож и комплект сменных лезвий, так как в конструкции шины используются достаточно прочные нити, которые быстро тупят лезвия;
- шаблон, который можно изготовить из плотного картона или тонколистовой стали. Чтобы ободрыши были не только эффективными, но и смотрелись неплохо, протектор необходимо вырезать максимально ровно и симметрично. Также вам потребуется мелок либо маркер, которым вы будете обводить шаблон;
- прочные зажимы. Таковые часто используют рихтовщики для зажатия кузовных панелей при восстановлении битых автомобилей. Подойдет и обычная струбцина, но действовать в таком случае нужно аккуратней;
- ручная либо механическая лебедка, а также трос, которыми натягивается отрезаемый кусок протекторного слоя. Можно использовать ручной редуктор либо лебедку, установленную на автомобиле. Вручную создать усилие, чтобы сделать ободрыши, у вас не получится, так как слои резины очень плотно скреплены.
Самостоятельное изготовление

Чтобы изготовить ободырыши, первым делом необходимо вытащить боковой металлический корд. Для этого сделайте надрез, отступив от внутренней части покрышки примерно 10 мм. Подцепите корд отверткой, а затем, зацепив крюком, выдерните металлический обод с помощью лебедки.
По всему периметру колеса с помощью шаблона нанесите будущее очертание протектора. Некоторые ободрыши можно увидеть с оставленным по центру протектором. Именно по контуру очертаний необходимо сделать надрезы резины. Для этого лучше всего использовать строительный нож, так как вы сможете контролировать глубину пореза, выставив необходимую длину лезвия. Если вы уверены в своих силах, можете использовать болгарку. Чтобы не прорезать шину насквозь, ориентируйтесь по звуку. Как только вы прорежете резиновый слой и достанете до металлического корда шины, звук приобретет соответствующую окраску.
Надрежьте профиль покрышки по внутреннему периметру (где раньше было металлическое кольцо из проволоки). Именно за надрезанный отрезок необходимо зацепиться зажимом. С помощью лебедки создайте натяжения, а затем канцелярским ножом постепенно подрезайте отслаиваемый кусок. После обдирки всей шины вы получите ободрыши. Учтите, что при создании натяжения шина будет стремиться посунуться, поэтому необходимо реализовать упор.
При работе не стойте по направлению натяжения лебедки, чтобы зацеп не сорвался и не причинил вам травм. Разумеется, стоит подумать о сохранности вещей, находящихся в зоне поражения.
Особое внимание этому пункту стоит уделить, если ободрыши вы делаете с помощью установленной на автомобиле лебедки. Для обдирки совсем необязательно создавать большое усилие. Для пущей безопасности положите на трос старую куртку, которая послужит своеобразным гасителем, если зажим все-таки сорвется.
Диски
На видео достаточно ясно показан процесс изготовления дисков своими руками. Поскольку шина после обдирки приобретает эластичность, необходимо позаботится о хорошем боков подпоре. Чтобы при уменьшении давления ободрыши не спускали и не стремились разбортироваться, при монтаже применяется специальный герметик. При выполнении всех рекомендаций самостоятельно сделанные шины низкого давления практически не уступают заводским аналогам.
В результате эксплуатации автомобиля по неровным дорогам с ямами, колесные диски подвергаются большой нагрузке и от ударов могут деформироваться. На них также образовываются сколы и трещины. При незначительных повреждениях диски подлежат восстановлению с применением аргонно-дуговой сварки, при которой весь процесс происходит в инертном газе для недопущения образования оксида металла. Используются специальные горелки с водяным охлаждением.
Для устранения дефекта необходимо сначала рассверлить трещину сверлом 5 мм с целью недопущения дальнейшего растрескивания и расширить, прорезав болгаркой. После этого ее можно обработать автогеном, который нагревая металл, выжигает краску и грязь в области шва. Окончательно зачистить место будущей сварки можно ершом. Рекомендуется также хорошо подогреть диск специальной горелкой приблизительно до 200 градусов. Некоторые мастера советуют для минимизации потери прочности металла, изделие погрузить в воду, а на поверхности оставить только дефектовочное место. Сварку необходимо проводить источником тока, который сможет проплавить толщину свариваемых кромок. Поэтому чем толще металл и выше его теплопроводность, тем мощнее потребуется источник тока (до 170 А).
Грузовой диск - сварка с хорошим подогревом, вертикальным швом (легче проваривать большую толщину)
Для сплавления металла можно пройтись по шву сначала без присадки. Сварка осуществляется изнутри, а снаружи разглаживается корень шва с использованием проволоки. Рекомендуется применять алюминиевые прутки с магнием или кремнием. Диски грузовых автомобилей варятся вертикальным швом, так как в этом случае легче удается проварить большую толщину. Металл, вылезший на обратную сторону, счищается, и трещина заваривается с другой стороны. Далее необходимо зачистить место сварки болгаркой, затем пройтись напильником и щеткой для шлифовки. В результате должен получиться монолитный прочный шов.
Пример сварки диска
Присадки выбираются в зависимости от материала литого диска. Если получаемая дуга имеет обычный цвет, то, скорее всего материал изделия силумин, поэтому используется присадка 4046. При наблюдении процесса кипения на металле, можно сделать вывод о присутствии повышенного содержания кремния и поэтому применять присадку 4047. Если диск отличается легкостью, дуга отсвечивает зеленоватым цветом, а опилки искрят в пламени, то необходимо варить магниевой присадкой 5356.
Пример сварки диска
Учитывая особенности промышленного изготовления литых дисков (литье, термообработка, искусственное старение) любой ремонт не гарантирует полную безопасность эксплуатации изделия. Ни один способ не может восстановить структуру металла и придать ему первоначальную прочность. Поэтому ремонт дисков очень ответственное мероприятие и требует опыта и квалификации. Самостоятельно можно восстанавливать изделия только при наличии большого опыта и специального оборудования.
Разновидности повреждений
Литые диски легче гнутся, кованые отличаются хрупкостью. Динамические перегрузки действуют на металл разрушительно. На ободе появляются:
- искривления;
- глубокие осевые разломы;
- трещины в области ступицы (они ремонту не подлежат);
- сколы.

Трещина на литом диске
Важно добиться целостности автомобильных дисков, сохранения окружности, чтобы колесо не восьмерило – нагрузка на обод возрастет. Ремонт начинают с правки. При механическом исправлении обода на металле нередко появляются структурные дефекты разной глубины и вида. Трещины и сколы устраняют наплавкой с предварительной разделкой.
Способы тюнинга колёсных дисков
Существует масса способов разнообразить внешний вид своих колёсных дисков. Все они в той или иной мере требуют навыков работы своими руками, а для некоторых необходимо наличие специального оборудования.
Самый простой способ поменять что-то в колёсах — это установить новые заглушки. Они создадут некую изюминку во внешнем виде, одновременно прикрывая непривлекательные части конструкции.

Поставить на диски новые заглушки — самый простой способ тюнинга колёс
Большой популярностью пользуется покраска дисков. Вы можете выбрать любой приглянувшийся цвет. Владельцы спортивных машин часто выбирают яркие неоновые оттенки жёлтого, красного, оранжевого, фиолетового и зелёного.

Покраску дисков в яркие цвета очень любят владельцы спортивных машин
Другие выкрашивают автомобиль в тотально-чёрный, не забывая при этом и про колёса. Такие транспортные средства смотрятся невероятно стильно и загадочно. Однако большинство автомобилистов останавливаются на классическом хромировании, при котором создаётся металлическое, практически зеркальное покрытие.

Хромирование придаёт дискам вид поверхности стекла
В крупных городах можно встретить автомобили, чьи диски будто усыпаны драгоценными камнями. На самом деле всё практически так и есть: это техника инкрустирования, при которой применяются кристаллы сваровски. Такие колёса уж точно будут притягивать внимание всех окружающих. Разумеется, выполнить такой вид тюнинга в гаражных условиях практически невозможно. Даже если вы попытаетесь, то внешний вид не будет идентичен тому, что может получиться у профессионалов. К тому же используемое сырьё обойдётся вам в очень большую сумму.

Если вы хотите инкрустировать диски камнями, то обратитесь в специальную мастерскую
Многие автомобилисты прибегают к такому методу тюнинга, как разварка. Она увеличивает ширину деталей, делая их более похожими на элементы крупногабаритных джипов.

Расширенные диски придают автомобилю более мощный вид
Ещё один популярный метод — установка подсветки. Такие машины очень эффектно смотрятся в тёмное время суток. А разнообразие сочетаний цветов даёт фантазии разгуляться.

Подсветка дисков — интересный способ выделить свой автомобиль
Какой сваркой варить литой диск
Выбор метода зависит от имеющегося в гараже оборудования:
- Ремонт литых дисков аргоном предусматривает наплавку прутка на дефект. В защитной атмосфере горячий металл не окисляется. Шов получается плотным.
- Если есть инвертор и можно организовать подачу инертного газа, возможна аргонодуговая сварка. Для нее нужен вольфрамовый тугоплавкий электрод и присадка. Шов получается аккуратнее, чем при дуговой.
Сварка дисков на СТО производится вторым методом с использованием полуавтоматов, обеспечивающих равномерную подачу присадки. После этого обод проверяется на геометрию – выявляют отклонения симметрии.
Исходные материалы
Итак, для того что бы сделать разварки своими руками потребуется некий арсенал оборудования и умение им пользоваться, среди которого два стальных диска, болгарка со сменными дисками, аппарат для сварки и дрель с насадками 4 или 5, 10 или 11.
Прежде чем приступить к работе стоит дополнительно проверить работоспособность всех инструментов. В зависимости от способа изготовления также могут понадобиться листы металла для вваривания. Дополнительным, но необязательным материалом станет герметик.
Технология сварки литых дисков
Как и любой алюминий, литой или кованый обод нужно варить в защитной атмосфере. На воздухе заплавлять трещины бесполезно, при первом же ударе шов лопнет. Прежде, чем заварить диск, поверхность нужно подготовить:
- сколы и трещины любой глубины предварительно разделывают;
- концы трещин засверлить, чтобы снять внутренние напряжения металла;
- счистить прочную оксидную пленку абразивом, стык должен блестеть;
- обезжирить кромки растворителем.
Если нужна заплата, можно использовать другой обод только после сопоставления сплавов. Он указан на маркировке. Соединяют только однородные составы.
Сварка алюминиевых сплавов плавящимися электродами ОК 96.50:
- после подготовки поверхности рабочую зону прогревают паяльной лампой или газовой горелкой до 300°С, на металле должны появиться пятна побежалости;
- электрод предварительно прогревают до 150°С, он будет лучше разжигаться;
- заплаты сначала прихватывают с двух сторон, затем проваривают швы;
- глубокие трещины заделывают с внутренней стороны, расплавленный металл должен выйти наружу.
Аргоновая сварка дисков из литейного алюминия проводится при обратной полярности, чтобы газ ионизировался. Вольфрамовый электрод присоединяют к минусу:
- аргон подают в рабочую зону только после розжига дуги, через 10–15 сек;
- оптимальное расстояние между поверхностью и электродом – 1,5 мм;
- после затухания подачу аргона сразу не перекрывают, оставляют на 10 сек, чтобы шов схватился;
- присадочную проволоку подбирают по толщине металла в зоне дефекта, она всегда меньше на одну позицию;
- скорость подачи присадки средняя, при быстрой металл начинает искрить, вводят ее перед горелкой, под углом к электроду и поверхности.
Сварка алюминиевых дисков инвертором производится с включением функции «Down Slope», обеспечивающей плавное затухание дуги.

Таблица применения присадочных прутков
Первый способ разварки дисков

По сути, развариванием является соединение двух одинаковых штамповочных дисков друг с другом.
инструменты для работы
- Дрель со сверлами.
- Шовный герметик.
- Сварка.
- Болгарка и сменные насадки для нее.

первый этап
Сначала «штамповки» необходимо подготовить. Желательно, чтобы они изначально были ровными, а еще лучше – новыми. Однако, как правило, разварки делают из б/у дисков.

Работу начинают с оценивания дисков. Их тщательно осматривают визуальным способом и проверяют на идеальную ровность. Для этого существует специальный способ. Ступицу транспортного средства, на которую будут вмонтированы разваренные «штамповки», зажимают в тиски, монтируют на нее диск и вращают. Так фиксируется биение. Если найти отдельную ступицу нет возможности, оденьте диск на ведущую ось машины, включите первую передачу и оцените биение. Однако не забудьте установить кирпичи под колеса и подпорки под автомобиль.

Биение оценивается двумя методами. Можно на глаз, однако в таком случае получится оценить лишь факт присутствия биения. Величину биения измеряют при помощи линейки. Для этого линейку прикладывают и вертикально, и горизонтально. Если биение при этом не превышает один-два миллиметра, считается, что оно нормальное. Но если биение превышает два миллиметра в любой плоскости, диск поправляют на специальном оборудовании.

За основу берут наиболее ровную «штамповку». Рекомендовано сразу ее отметить, чтобы избежать путаницы в дальнейшем. Вторая же «штамповка» будет ободом.
второй этап

Переходим ко второму этапу работы. Со второй «штамповки» с помощью болгарки отсекается наружный обод. Основной диск надрезается до внутренней части в зоне наружного обода, желательно ближе к середине. Затем обод демонтируют и выкидывают. В нем больше нет потребности. В результате получается такая картина: от второго диска остается лишь внутренний обод, который потом становится наружным на диске-основе.

Диск-основу одевают на ступицу заднего моста и фиксируют гайками. Далее одевают то, что осталось от второй «штамповки». Второй обод выравнивают относительно первого и устраняют биение. Затем в нескольких местах прихватывают сваркой – где делались надрезы.

Теперь нужно взять шовный герметик и нанести в центр разваренной «штамповки». Конечно, это делается еще до покраски. Когда герметик застынет, удалите лишнее с помощью наждачной бумаги либо стамески. Затем идет покраска.
Полезные советы от сварщиков
Тем, кто первый раз берется заваривать литой диск, помогут рекомендации людей с опытом.
Как подобрать присадочную проволоку?
Сплавы, используемые производителями колес, разнятся по химическому составу. Специалисты ориентируются по виду дефектов:
- сплавы с большим содержанием кремния чаще лопаются, реже гнутся – для ремонта нужна проволока с кремнием;
- алюминий, легированный магнием, пластичный – когда обод погнут, лучше выбирать мягкие прутки.
Как разделывать дефекты?
Трещины на толстых частях разделывают с двух сторон в виде буквы Х. На дефектах глубиной до 3 мм делают V-образные края. У концов трещин для снятия внутренних напряжений высверливают небольшие, до 2 мм диаметром отверстия. При сколе борта место слома выравнивают болгаркой. Продольные трещины перед наплавкой рекомендуют прорезать насквозь, чтобы они не растрескивались дальше. Поперечные достаточно прорезать, чтобы выровнять кромки.
Как производить ремонт сколов?
От их глубины зависит количество слоев. Шов делается прерывным, не более 3 см длиной. Стежки последующего слоя перпендикулярно предыдущему. Валик делается запасом, чтобы не оставалось углублений после шлифовки перед покраской.
С какой стороны заплавлять трещины?
Сначала с внутренней. Валик должен заходить за кромки на 1 см. Сначала заделывают продольные трещины, поперечные не так опасны. Их заплавляют в последнюю очередь. Неудачный шов прорезают болгаркой и проваривают металл снова.
Какого режима придерживаться?
Аргонная сварка производится на больших токах, до 120 А. Для толстых частей обода ток увеличивают до 140 А. Баланс переменного тока – от 55 до 60%.
При самостоятельном ремонте обода важно придерживаться рекомендаций, строго соблюдать технологию сварки алюминия. Перед покраской шов тщательно выравнивается. Не стоит забывать о безопасности: на восстановленном ободе высокоскоростной режим езды небезопасен.
Виды колёсных дисков для авто
Для начала разберёмся, что представляют собой колёсные диски — зачем они нужны и какие их виды существуют. Диск — это центральная часть колеса, выполненная из металла, на которую устанавливается покрышка. Вместе эта конструкция образует колесо автомобиля. Однако это не только функциональный, но ещё и декоративный элемент автомобиля, конструкция которого может значительно преобразить внешний вид всей машины.

Тюнинг колёсных дисков может преобразить автомобиль
Существуют различные способы изготовления. Можно выделить три вида этих элементов автомобиля:
- штампованные;
- кованные;
- литые.
Они разделяются по своим характеристикам, внешнему виду и цене. Рассмотрим каждый из дисков подробнее.
Штампованные
На многих моделях автомобилей невысокой ценовой категории ещё на заводе устанавливают именно штампованные диски. В то же время водителям часто не хочется тратить время и деньги на покупку новых запчастей, особенно если внешний вид машины вполне их устраивает. С другой стороны, такие диски довольно часто выбирают на замену сломанным или износившимся. Причина этого — низкая цена. Однако это не значит, что штампы плохие или некачественные. Наоборот, преимуществ у них не меньше, чем недостатков. Посудите сами:
- штамповка более прочная, так как изготавливается из стали;
- при попадании колеса в яму риск раскола детали меньше, чем в случае с литыми;
- деформированный диск можно восстановить в специальной мастерской.
Конечно, есть у подобных элементов автомобиля и отрицательные качества:
- вес штампованных дисков выше, чем кованных и литых;
- подвержены коррозии;
- непривлекательный внешний вид, который отталкивает автомобилистов.

Штампованные диски продаются по низкой цене, но имеют непривлекательный внешний вид
Насколько существенны такие недостатки — решать только вам.
Литые
Это почти полная противоположность штампованных. Просто поменяйте местами плюсы и минусы предыдущего вида деталей, чтобы понять их характеристики.

Литые диски изготавливаются из алюминия, поэтому являются менее прочными, но более лёгкими
- литые диски изготавливаются из алюминия, поэтому имеют гораздо меньший вес, что положительно сказывается на скорости и манёвренности автомобиля;
- алюминий не боится ржавчины;
- особая технология изготовления позволяет придавать им любые дизайнерские формы, уникальные для каждой модели автомобиля.
Минусытакже довольно внушительны:
- лёгкий и мягкий алюминий не гнётся, а покрывается сетью трещин, поэтому при попадании в яму велик риск сломать диск;
- как правило, мастерские не берутся за ремонт таких деталей, предлагая владельцу купить новую;
- цена литья в 2–4 раза больше, чем штампованных.
Учитывая состояние большинства дорог, езда на подобных колёсах — рискованное занятие. Однако это не останавливает автомобилистов от покупки и установки этих деталей.
Приобретая литьё, обратите внимание на страну-производителя. Плохой репутацией пользуются турецкие детали. Несмотря на использования алюминия в конструкции, их вес не сильно отличается от железных штампованных.
Кованые
Если вы не можете выбрать между внешним видом и прочностью, обратите внимание на кованые диски. Они совмещают в себе преимуществах обоих предыдущих видов:
- особая технология изготовления увеличивает их прочность;
- так же как и штампованные, они гнутся, а не трескаются, что позволяет чинить их при необходимости;
- такие детали отличаются лёгкостью;
- коррозия не испортит металл;
- простой, но интересный внешний вид.

Кованые диски и прочные, и лёгкие, но при этом имеют определённые недостатки
Относительно последнего пункта следует заметить, что среди кованых дисков нет такого большого дизайнерского разнообразия, как среди литых. Так что если вы ищите что-то необычное, обратите внимание на предыдущий вид. Тем не менее, в отличие от штампованных, кованые элементы выглядят более изящно.
Разумеется, как и у всего на свете, есть у ковки и отрицательные стороны:
- при попадании в яму диск не ломается, но передаёт энергию удара на подвеску, поэтому при езде по разбитым дорогам, частый ремонт автомобиля вам обеспечен;
- цена такая же, как на литые, или чуть выше.
В последнее время в продаже можно встретить особый вид — комбинированный. Он представляет собой сочетание литого диска и кованого обода. Благодаря подобной модернизации, они сохраняют лёгкость, получают прочность и могут иметь самый разнообразный внешний вид. Недостаток у таких деталей только один — очень высокая цена и низкая доступность в продаже.

Комбинированные диски сочетают в себе положительные качества кованых и литых, но имеют очень высокую стоимость
Покраска
Заключительный этап изготовления разварки своими руками – это покраска диска. Наилучшим для покраски принято считать порошковый состав. Конечно, прежде чем приступать к покраске нужно очисть диск, и обезжирить его поверхность. После нужно нанести грунтовку, а только после этого приступать к нанесению краски. Лучше всего нанести несколько слоев краски. Теперь следует дождаться, когда краска полностью высохнет и нанести защитный лак. Таким образом, покрытие будет держаться долго. Важно перед покраской прокатать диски и устранить биение.
Мнения относительно использования разварок делятся на категорическое «против» и такое же категорическое «за». Те, кто «против», считают, что разварки теряют надежность, маневренность и увеличивают расход топлива и нагрузку на ходовую часть автомобиля. А вот те, кто «за», твердят, что данный тип дисков еще не так давно использовался для тюнинга гоночных автомобилей, поэтому он не может быть ненадежным и небезопасным. Так или иначе, пока не попробуешь сам, узнать кто прав, наверняка не получится. Одно можно утверждать однозначно, главное все делать с умом и «на совесть».
Использование правильных шин – одно из главных условий хорошей проходимости для любого вездехода. Поскольку стоимость специализированного комплекта, почасту изготавливающегося мелкосерийно либо и вовсе на заказ, нельзя назвать гуманной, рассмотрим, как сделать колеса низкого давления своими руками. На видео продемонстрируем процесс преображение стандартных грузовых покрышек в ободрыши.
Целесообразность установки
Рассмотрим особенности, которые делают шины низкого давления настолько эффективными:
![лучшая грязевая резина]()
небольшой вес, по сравнению с обычными внедорожными покрышками соизмеримых габаритов. Благодаря этому ДВС намного легче проворачивать колеса, что равнозначно увеличению крутящего момента без изменений в двигателе либо трансмиссии;- увеличенная площадь контакта с дорожным полотном. Как известно из курса физики, чем больше площадь, на которую распределяется масса, тем меньше давление на поверхность в каждой точке. Именно это обуславливает использование колес низкого давления на болото- и снегоходах. Аналогичный эффект используется и в сельскохозяйственной технике, где излишняя нагрузка на грунт вредна для культур. При определенном соотношении массы транспортного средства, вытесняющей площади и количества помещающегося в покрышку воздуха, автомобиль приобретает плавучесть.
![авто для рыбалки и охоты]()
Регулировать удельное давление на грунт, а следовательно, и проходимость можно изменение внутреннего давления покрышки. Транспортное средство реально оборудовать автоматической подкачкой шин, после чего изменять давление можно из салона.
Единственный заметный недостаток шин низкого давления – уязвимость к прокалыванию острыми предметами. Такой минус обусловлен высокой эластичностью резины, что при преодолении бездорожья является дополнительным плюсом.
Варианты конструкции
Поскольку в нашем случае нам интересен процесс изготовления покрышек повышенной проходимости своими руками, останавливаться на заводских вариантах конструкции мы не будем. Виды шин низкого давления, которые доступны для самостоятельного изготовления:
- в качестве базы используется камера из шины нужного размера. Диск при этом можно полностью изготовить своими руками либо дооснастить необходимыми упорами и крепежами готовое колесо. Поскольку камера очень эластичная, ей необходим дополнительный подпор, который будет препятствовать заламыванию при боковых нагрузках. По периметру пятная контакта камера обвязывается кусками плотного материала или цепями, что необходимо не только для крепления камеры к диску, но и для создания эффекта грунтозацепов. Возможность цепляться важна не только на песке, рыхлом грунте либо снегу, но и на воде;
- ободрыши низкого давления. В качестве основы используются грузовые шины, из которых срезается часть протекторного и профильного слоя. В итоге покрышка становиться легче и приобретает дополнительную эластичность. Чтобы уменьшить риск разбортировать колеса при езде на низком давлении, как и в предыдущем случае, необходимо изготовить дополнительный боковой упор. Как сделать ободрыши, а также конструкцию диска рассмотрим далее на фото и видео.
Камерный вариант
В первую очередь вам необходимо подобрать или выточить самостоятельно диски, которые будут подходить под параметры ступиц вашего ТС. Как можно поступить, если необходимо подогнать ширину диска под камеру:
- разрезать диск, вырезав внутреннюю часть необходимого размера, затем опять сварив диски, если необходимо уменьшить посадочный размер;
- если ширину нужно увеличить, то между двумя разрезанными половинами вваривается часть другого диска. Сделать такие колеса вам могут на заказ, так как изготовление разварок – довольно распространенная услуга.
Для изготовления выбранного нами вида колес низкого давления потребуются металлические пруты (безопасная толщина зависит от размера камеры, а также частоты расположения перемычек). Боковые упоры привариваются к основе диска, к ним потом крепятся поперечные перемычки, которые и будут посадочным местом на диске для камеры. Для улучшенной боковой поддержки вся система укрепляется по внутреннему периметру профиля шины круговым прутом.
Некоторые изобретатели для перемычек, огибающих пятно контакта, используют цепи. Решение неплохое, поскольку позволяет получить дополнительные снего-, водо- и грунтозацепы. Также можно использовать буксировочные тросы, которые после обвязки будут покрывать долю камеры, препятствуя ее повреждению.
Скорее всего, лишним будет напоминание о том, что все крепежные элементы, обращенные к камере, должны быть довольно плоскими. Иначе при проезде неровностей есть большая вероятность пробить камеру.
Делаем ободрыши
Для самостоятельного изготовления шин низкого давления вам потребуются:
- б/у покрышки от грузовика (к примеру, от Газ-66 или шины ВИ-3, устанавливаемые на Краз 255). Если вы будете покупать шины специально под ободрыши, то выбирайте резину, не «пожеванную» внутри. Иначе после снятия верхнего слоя вы получите слабое место или и вовсе дыру, которую придется вулканизировать;
- строительный нож и комплект сменных лезвий, так как в конструкции шины используются достаточно прочные нити, которые быстро тупят лезвия;
- шаблон, который можно изготовить из плотного картона или тонколистовой стали. Чтобы ободрыши были не только эффективными, но и смотрелись неплохо, протектор необходимо вырезать максимально ровно и симметрично. Также вам потребуется мелок либо маркер, которым вы будете обводить шаблон;
- прочные зажимы. Таковые часто используют рихтовщики для зажатия кузовных панелей при восстановлении битых автомобилей. Подойдет и обычная струбцина, но действовать в таком случае нужно аккуратней;
- ручная либо механическая лебедка, а также трос, которыми натягивается отрезаемый кусок протекторного слоя. Можно использовать ручной редуктор либо лебедку, установленную на автомобиле. Вручную создать усилие, чтобы сделать ободрыши, у вас не получится, так как слои резины очень плотно скреплены.
Самостоятельное изготовление
Чтобы изготовить ободырыши, первым делом необходимо вытащить боковой металлический корд. Для этого сделайте надрез, отступив от внутренней части покрышки примерно 10 мм. Подцепите корд отверткой, а затем, зацепив крюком, выдерните металлический обод с помощью лебедки.
По всему периметру колеса с помощью шаблона нанесите будущее очертание протектора. Некоторые ободрыши можно увидеть с оставленным по центру протектором. Именно по контуру очертаний необходимо сделать надрезы резины. Для этого лучше всего использовать строительный нож, так как вы сможете контролировать глубину пореза, выставив необходимую длину лезвия. Если вы уверены в своих силах, можете использовать болгарку. Чтобы не прорезать шину насквозь, ориентируйтесь по звуку. Как только вы прорежете резиновый слой и достанете до металлического корда шины, звук приобретет соответствующую окраску.
Надрежьте профиль покрышки по внутреннему периметру (где раньше было металлическое кольцо из проволоки). Именно за надрезанный отрезок необходимо зацепиться зажимом. С помощью лебедки создайте натяжения, а затем канцелярским ножом постепенно подрезайте отслаиваемый кусок. После обдирки всей шины вы получите ободрыши. Учтите, что при создании натяжения шина будет стремиться посунуться, поэтому необходимо реализовать упор.
При работе не стойте по направлению натяжения лебедки, чтобы зацеп не сорвался и не причинил вам травм. Разумеется, стоит подумать о сохранности вещей, находящихся в зоне поражения.
Особое внимание этому пункту стоит уделить, если ободрыши вы делаете с помощью установленной на автомобиле лебедки. Для обдирки совсем необязательно создавать большое усилие. Для пущей безопасности положите на трос старую куртку, которая послужит своеобразным гасителем, если зажим все-таки сорвется.
Диски
На видео достаточно ясно показан процесс изготовления дисков своими руками. Поскольку шина после обдирки приобретает эластичность, необходимо позаботится о хорошем боков подпоре. Чтобы при уменьшении давления ободрыши не спускали и не стремились разбортироваться, при монтаже применяется специальный герметик. При выполнении всех рекомендаций самостоятельно сделанные шины низкого давления практически не уступают заводским аналогам.
Читайте также: