
Из чего состоит шиномонтажный станок
Опубликовано: 24.07.2024
Неизменным оборудованием на большинстве СТО являются шиномонтажные станки. Они служат для безопасной, быстрой и специализированной бортировки колеса. На соответствующем рынке представлено оборудование от производителей разных стран. Популярностью пользуются верстаки из Китая, поскольку имею низкую цену и широкий функционал. Однако их качество, в отличие от европейских марок, несколько ниже.

Виды и комплектация
Шиномонтажные станки подразделяются на два типа: полуавтоматические и автоматические агрегаты. Основным отличием между ними является регулировка фиксирующей лапы. На автомате она перемещается посредством нажатия на педаль, активирующую пневматический цилиндр. На полуавтомате управление зажимным приспособлением осуществляется вручную.
Все станки должны оборудоваться монтажной лапой, рабочей полкой для расходных деталей, пневматическим нагнетателем воздуха, воздушным пистолетом, резервуаром для смазки, набором протекторов из пластика для зажимов (используются при обслуживании легкосплавных дисков). Большинство автоматических стендов оснащено специальным бустером для взрывной подкачки шин. На полуавтоматах обычно предусмотрены пневматические пистолеты с манометром.
Запчасти для шиномонтажных станков
При покупке агрегата важно обратить внимание на наличие комплекта пластиковых насадок зажимных кулачков. Они необходимы при обслуживании легкосплавных дисков, предотвращают появление царапин и сколов. Недобросовестные продавцы иногда предлагают этот набор как дополнительную опцию. Чтобы не попасть впросак, внимательно изучайте инструкцию непосредственно перед приобретением стенда.

В качестве дополнительных деталей может идти следующий инструментарий:
- дополнительная монтажная лапка;
- многофункциональное вспомогательное приспособление;
- прижимной прибор;
- мультироллер;
- роликовый подъем нижнего бортика.
Чем функциональнее станок, тем он будет дороже, зато сможет выполнять операции быстрее и качественнее.
Рекомендации
Если требуется обслуживание колес с легкосплавными дисками и низкопрофильной резиной, оптимальным вариантом станет автоматический шиномонтажный станок, поскольку на полуавтомате можно повредить дорогостоящие элементы.
Преимущества автоматического стенда:
- На нем можно бортировать колеса большего диаметра.
- На таком станке мощнее двигатель и пневматический блок.
- Предусмотрена возможность использования третьей «руки».
- Обеспечивается максимальная точность снятия и посадки диска.
- Для наполнения воздухом бескамерной резины предусмотрена пневматика взрывного типа.
К минусам автомата относится только высокая цена и необходимость наличия дополнительного места. Большинство СТО, специализирующихся на монтаже колес, устанавливают оба варианта. При этом экономится рабочий ресурс, время и нагрузка на агрегаты.

Инструкция шиномонтажных станков
Балансировочные агрегаты могут иметь несколько конструкций, оснащаться дополнительными приспособлениями и работать с разными видами шин и дисков. При выполнении операции иногда возникают проблемы, связанные с прилипанием резины к ободу. Особенно это актуально, если колесо длительное время не бортировалось.
Перед разборкой шины необходимо провести процедуру облегчения напряжения. Разборка позволит сместить покрышку во внутреннее углубление. Манипуляции на станке проводятся с использованием специального ножа, лопатки или направляющего элемента. Рабочая деталь заводится за обод, после чего надавливается на резину, открывая прикипевшую часть.
Устройство
Все шиномонтажные станки оборудованы поворотным столом, который вращается в горизонтальной плоскости за счет электрического привода. На него монтируется колесо, фиксируется зажимными кулачками. После это можно проводить дальнейшую работу. От габаритов стола зависит величина обслуживаемого колеса. Определенные модификации агрегатов могут вращаться в обоих направлениях, питаясь от электрической сети.
Шиномонтажный станок для грузовых автомобилей, как правило, оснащается не просто столом, а специальным держателем. Подобная конструкция дает возможность надежно фиксировать обод большого диаметра. Дальнейшая установка или демонтаж выполняется с использованием специальной лапы, которая позволяет вывести борта шины за кромку диска. Кроме того, в работе участвует монтажный палец и головка.

Характеристики
Рассмотрим основные характеристики некоторых модификаций. Грузовые шиномонтажные станки типа Konig Allegro 0600 обладают следующими возможностями:
- обрабатывают диски диаметром от 14 до 26 дюймов;
- имеют автоматическое управление;
- максимальный и минимальный диаметр шины – 160/70 сантиметров;
- давление рабочее – 110 Бар;
- электрический силовой агрегат – тип RPM-1400, мощностью 1,5 киловатта;
- длина/ширина/высота – 1,4/1,8/1,1 м;
- масса - 0,53 тонны.
Сравнительные показатели
Для сравнения рассмотрим параметры, которые имеет шиномонтажный станок-полуавтомат Flying BL-513:
- мощность мотора – 0,75 кВт;
- максимальный диаметр/ширина обрабатываемого колеса – 104/35,5 сантиметра;
- диаметр диска – от 10 до 21 дюйма;
- предусмотренное давление – 8 Бар;
- сила отжима – 2,5 тонны;
- габариты – 0,96/0,76/0,88 метра;
- масса – 195 килограмм.
Этот ручной шиномонтажный станок можно использовать для бортировки колес на легковых и малотоннажных грузовых автомобилях. В комплекте идет лубрикатор, пневматический пистолет с манометром и монтировка. Предусмотрена защита от механических повреждений и коррозии.

Что важно при выборе оборудования для СТО?
На правильный выбор шиномонтажного станка влияет ряд факторов, а именно:
-
Исходя из этого аспекта, резонно подобрать агрегат по мощности и обслуживаемому диаметру колес.
- Рабочие объемы. Если предполагается высокий наплыв клиентов, желательно приобрести стенд автоматического типа с двумя скоростями. Он намного эффективнее.
- Затраты трудовых ресурсов. Для работы на автоматической модели не требуется прилагать особых физических усилий, однако ремонт аппарата рекомендуется производить в специальном центре. На полуавтомате предполагается постоянная занятость специалиста. Тем не менее запчасти для шиномонтажных станков механического типа дешевле, ремонт можно произвести самостоятельно.
- Площадь рабочего помещения. Для автомата потребуется больше пространства, поскольку монтажная коробка не отводится в сторону, а отбрасывается назад.
Прежде чем покупать балансировочный агрегат, проанализируйте стоимость и окупаемость с точки зрения рентабельности. Возможно, дешевый полуавтоматический станок в конкретной ситуации выгоднее.

Особенности
Самые современные станки автоматического типа могут работать вообще без участия оператора. Для снятия шины достаточно просто установить обрабатываемый элемент в специальную нишу станка и активировать пуск. Установка колеса производится после смазки краев обода и бортов шины также одним нажатием кнопки.
На полуавтомате специалисту приходится корректировать положение рабочей головки вручную. Остальные операции также производятся механическим путем при помощи пневматики или дополнительной третьей «руки». Что касается скорости проведения операции, автоматические модели однозначно быстрее справляются с задачей.

Вывод
Принимая решение об открытии небольшой «шиномонтажки» или солидного СТО, следует взвесить все плюсы и минусы при выборе бортировочного станка. Благо, дефицитом эти агрегаты на рынке не являются. Выше указаны особенности, принцип работы, виды шиномонтажных станков и нюансы их обслуживания. Воспользовавшись этой информацией и детально изучив инструкцию приобретаемого аппарата, вы сможете выбрать устройство, оптимально подходящее по всем критериям.
Чтобы поместить шину на колесо или же снять его нужно приложить значительные усилия. Сделать это вручную практически невозможно. С помощью же шиномонтажного станка операции монтажа и демонтажа выполняются легко и быстро. Именно поэтому без него сегодня не обходится ни один, даже самый маленький, автосервис.
Виды шиномонтажного станка
Шиномонтажные станки бывают самых разных конструкций, могут быть оснащены множеством дополнительных устройств, работать с разнообразными видами шин. Однако принципиальная схема самых популярных моделей варьируется незначительно. Так из чего же состоит шиномонтажный станок и какие функции выполняют его детали? Во время эксплуатации из-за нагрева колеса шина прилипает к ободу. Если шиномонтаж колес долго не производился, то при работе могут возникнуть серьезные проблемы.
Прежде чем демонтировать шину, необходимо провести так называемую процедуру разбортирования колеса. Она заключается в отрыве прилипшего борта шины от обода. В результате покрышка сместится во внутреннее углубление. Для разбортирования колеса шиномонтажный станок оснащается специальным устройством, главной деталью которого являются нож, лопатка или диск для отрыва борта шины. Тип устройства зависти от модели оборудования. Лопатка или диск заводится за обод и надавливает на покрышку, отрывая прикипевший борт.
Одна из главных деталей устройства шиномонтажного станка - поворотный стол, при помощи электрического привода вращающийся в горизонтальной плоскости. На него укладывается колесо для последующей работы и фиксируется при помощи зажимных кулачков. От размеров стола напрямую зависит и размер колес, с которыми станок способен работать. Некоторые модели позволяют вращать колесо как по ходу часовой, так и против часовой стрелки. В движение стол приводится двигателем, работающим от электрической сети. Станки, работающие с большеразмерными колесами, зачастую оснащаются не столом, а специальным держателем. Такой механизм позволяет надежно фиксировать ободья различных типов.
Последующий монтаж или демонтаж производится при помощи специальной лапки для перебортировки (вывода борта шины за кромку диска) - монтажного пальца или монтажной головки, расположенной на монтажной стойке. На автоматических моделях шиномонтажных станков стойка отводится по нажатию на педаль или кнопку. При работе с полуавтоматической моделью операцию придется выполнять вручную.


Комплектация шиномонтажного станка
Оборудование может комплектоваться устройством для накачки шин и манометром. Гидравлический насос осуществляет подачу воздуха в камеру. При помощи манометра осуществляется контроль давления воздуха в шине. Слишком сильно накачанная шина может лопнуть и травмировать оператора. Выполнять данную операцию можно только с соблюдением всех правил техники безопасности. Управление оборудованием может осуществляться с помощью педалей, выносных пультов управления и т. д.
Станки для работы с низкопрофильными покрышками зачастую оснащаются еще и устройством под названием «третья рука», облегчающим работу оператора, «пневмоударом» для взрывной подкачки колес из сопел. Хороший шиномонтажный станок существенно облегчает работу оператора, продлевает службу колеса и предупреждает появление дефектов. При правильной эксплуатации такое оборудование прослужит гораздо дольше установленного срока эксплуатации. Обилие предлагаемых моделей позволяет выбрать станок для шиномонтажа, оснащенный всеми необходимыми функциями и подходящий под нужды конкретного автосервиса.

Общий вид шиномонтажного станка
Шиномонтажный станок по своей структуре является невероятно простым устройством. На основании стенда располагается стойка с зафиксированной на ней монтажной головой, под головой находится поворотный стол вместе с зажимными кулаками, так же сбоку обычно размещается отжимная лопатка, которая приводится в движение при помощи пневматики. Именно поэтому не стоит забывать, что шиномонтажный станок необходимо подключать не только к сети, но и к компрессору, либо другому источнику сжатой воздушной смеси.
Порядок проведения работ с шиномонтажным станком выглядит следующим образом:
Для отсоединения резины от диска, необходимо использовать лопатку для отжима резины. Далее колесо необходимо поместить на рабочий стол и закрепить при помощи кулачков. После этого подводят монтажную голову для проведения процедуры разбортирования. Рабочую область головки помещают между резиной и диском, после этого при помощи рычага (в роли которого обычно выступает монтировка) отжатый край резины надевают на монтажную голову.

Общий вид рабочего стола
Далее необходимо нажать на педаль которая в свою очередь приводит в действие вращающийся стол который вращается одновременно с зажатым колесом, и насадка освобождает резину по всей окружности диска. Разбортовка второй части диска производится аналогичным способом. Такой принцип работы свойственен для большинства шиномонтажных станков предназначенных для легковых авто.
У оборудования предназначенного для обслуживания грузовых авто и спецтехники чаще всего отсутствует рабочий вращающийся стол, а колесо закрепляют при помощи захватов и вращают вокруг оси. Разбортовка при помощи монтажной головы происходит по описанному выше принципу.
Управление шиномонтажным станком производится при помощи педалей. В полуавтоматических моделях 3 педали: педаль для отжима резины, педаль отвечающая за работу механизма кулачков, педаль отвечающая за механизм вращения стола. В автоматических моделях их 4, первые три аналогичны тем что применяются в полуавтоматических, а четвертая отвечает за управление стойкой. Различие между автоматическим и полуавтоматическим стендом состоит лишь в том, что у автомата отвод монтажной стойки осуществляется при помощи пневматики, а не вручную как это происходит в случае с полуавтоматом. Такая конструкция упрощает обслуживание колес с большим диаметром доска, применяемых например, в большегрузных авто. Практически во всех современных автоматических моделях оборудования подобного типа зазор между диском и резиной регулируется автоматически. Но для маленькой шиномонтажной станции обслуживающей небольшое количество авто в сутки покупка автоматического станка будет не лучшим решением, прежде всего из-за высокой цены, требуемого места для установки и частоты замены расходников и комплектующих. По этой причине владельцам подобных мастерских рекомендуем обратить внимание на полуавтоматические модели.
Ключевые параметры для выбора
Для начала, необходимо определить тип автомобилей с которыми вы собираетесь работать. Большая часть шиномонтажных станков предназначена для работы с колесами легковых авто. Для грузового шиномонтажа выбор моделей не такой большой, но и среди них можно подобрать именно то что вам необходимо, для решения текущих задач. При выборе шиномонтажного оборудования необходимо, прежде всего обращать внимание на несколько ключевых характеристик:
Максимальный диаметр колеса – Это значение обычно колеблется в пределах 24 – 90 дюймов. Для обслуживания легковых авто, внедорожников, минивенов идеально подойдут модели с диаметром до 40 дюймов. Для проведения работ с грузовыми авто и спецтехникой оптимальным будет значение лежащее в пределах от 60 до 90 дюймов.
Максимальный размер колеса – Значение этого параметра обычно находится в пределах от 12 до 15 дюймов, для грузовых авто и спецтехники до 42.
Рабочее напряжение – Большая часть станков для шиномонтажа работают от электрической сети 380V. Так же стоит отметить, что так же есть оборудование небольшой мощности до одного киловатта, которое необходимо подключать к однофазной сети.
Давление воздуха – Для правильной работы пневматического привода необходимо давление воздушной смеси в пределах от 8 до 9 атмосфер.
На нашем сайте вы сможете найти шиномонтажные как легковые так и грузовые шиномонтажные станки которые позволяют обслуживать колеса любых размеров и диаметров.
Приобретя современный шиномонтажный стенд для вашей мастерской, вы в несколько раз повысите эффективность, качество и скорость вашей работы, а так же начнете получать больше прибыли за счет расширения спектра предоставляемых услуг, а так же скорости обслуживания.
1. съема шин с дисков и 2. установки шин на диски.
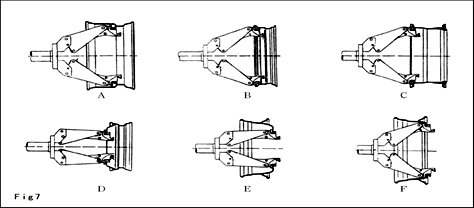
Основные узлы типового ш/м станка (см. рис.):
1. станина (основное "тело" станка),
2. рабочий стол (установлен сверху на станине),
3. консоль (может быть установлена жестко или выполнена в виде конструкции,
4. верхняя часть консоли (в зависимости от конструкции станка может
перемещаться вместе со штоком рабочей головки в сторону вправо либо
5. рабочая головка (может перемещаться на штоке вдоль консоли, в рабочем
положении фиксируется на колесном диске),
6. отжимной рычаг.

Последовательность операций при съеме шины с диска
Для того, чтобы снять шину с диска, надо выполнить следующие действия:
- отжать шину от диска,
- закрепить колесо на монтажном столе станка,
- установить рабочую головку на закраину диска,
- снять шину с диска.
Рассмотрим каждое из этих действий в отдельности и проблемы, которые при этом могут возникнуть, а также пути их решения.
1. Отжим борта шины от диска (отбортовка).
Предварительно из шины выпускается воздух (для этого просто вывинчивается нипель). Для отжима используется отжимной рычаг (поз.6) - "лопата".
Колесо ставится вертикально между станиной (поз.1) и находящейся в крайнем правом положении "лопатой". Монтажник прижимает "лопату" к борту шины и нажимает на соответствующую педаль станка. "Лопата" приводится в действие и давит на борт шины. При этом борт сходит с крайней части диска к центру.
Затем колесо поворачивают другим бортом к "лопате" и отжимают второй борт. В результате отжатая шина свободно болтается на диске.
Максимальное усилие, с которым "лопата" может воздействовать на борт шины, является одной из технических характеристик станка (типовое значение для станков для колес легковых автомобилей - 1500 кГ).
Проблемы, которые могут возникнуть при отжиме шины.
а) Если шина очень широкая (например, современная низкопрофильная шина), то она может просто не влезть между станком и "лопатой".
Для таких шин необходим станок с увеличенным ходом "лопаты" (точнее - ее ход может регулироваться), например, RAVAGLIOLI серии Racing Type - G860, G870, G880.
б) Алюминиевый диск может быть поцарапан при отжиме "лопатой".
Есть два пути решения этой проблемы - применение пластиковой насадки на "лопату" (не очень эффективно) или использование специальных приспособлений, которые позволяют произвести отжим вообще без использования "лопаты".
2. Зажим диска с отжатой шиной на монтажном столе станка.
Для этого используется самоцентрирующийся 4-х кулачковый пневматический зажим (приводится в действие нажатием соответствующей педали), вмонтированный в стол станка (поз.2). Диск может быть зажат снаружи (за закраины диска) или изнутри (враспор). В последнем случае на диске могут остаться заметные следы от кулачков. Зажим снаружи считается более надежным.
Диапазон диаметров дисков, которые могут быть зажаты на монтажном столе, является одной из технических характеристик станка (типовое значение для станков для колес легковых автомобилей: 12"- 20.5" изнутри и 10" - 18" снаружи). Технической характеристикой станка также является максимальный момент зажима диска (типовое значение - 1000 Н . м).
Диск может соответствовать параметрам станка, но надетая на него шина оказаться очень высокой (не широкой, а именно высокой) и, как следствие, шина упрется в консоль (поз.3) и не позволит зажать диск.
Максимальный диаметр колеса, которое может быть зажато, является одной из технических характеристик станка (типовое значение для станков для колес легковых автомобилей составляет около 1000 мм).
Проблемы, которые могут возникнуть при зажиме диска.
а) Алюминиевый диск может быть поцарапан даже при зажиме снаружи.
Для предотвращения этого применяются защитные пластиковые накладки на кулачки.
б) Диск может оказаться немного больше или немного меньше предельного для данного станка диаметра.
Для изменения диапазона диаметров зажимаемых дисков как в большую, так и в меньшую сторону применяют насадки на кулачки. Они позволяют расширить диапазон диаметров (при зажиме снаружи) в большую (обычно +5") или в меньшую (обычно -2") сторону.
3. Установка рабочей головки на закраину диска.
Для того, чтобы снять шину с диска или надеть ее на диск, необходимо сначала установить рабочую головку станка (поз.5) на закраину диска таким образом, чтобы между головкой и закраиной диска был бы небольшой зазор 2-5 мм (чтобы не замять диск головкой при вращении стола)
Основная проблема, которая может при этом возникнуть.
Головка может просто не встать на широкий диск из-за того, что даже в верхнем положении расстояние между рабочим столом и головкой меньше ширины диска. Максимальная ширина диска, на который может быть установлена головка, является одной из технических характеристик станка (типовое значение для станков для колес легковых автомобилей - 12").
В таких случаях необходим станок с увеличенным ходом головки (обычно до 14") или
с регулируемой высотой консоли (обычно от 12" до 15-15.5"). К таким станкам относятся, например, RAVAGLIOLI серии Racing Type - G860, G870, G880 (последний - с регулируемой высотойконсоли).
У станков с регулируемой высотой консоли последняя может фиксироваться в
2-х положениях (верхнем и нижнем). В верхнем положении расстояние между столом и головкой максимально (15-15.5"), а в нижнем - минимально (12"). Управление высотой консоли производится специальной ручкой.
4. Съем шины с диска (демонтаж)
Для этого используется монтировка (входит в комплект любого ш/м станка). Шиномонтажник опирается ею о рабочую головку, поддевает борт шины и надевает его на головку. Затем нажимает на соответствующую педаль, и рабочий стол начинает вращаться. Рабочая головка при этом поднимает борт шины над диском, и верхний борт шины постепенно сходит с диска. Для более легкого схода шины рекомендуется сначала смазать головку и снимаемый борт специальной монтажной пастой. Те же самые операции повторяются при съеме нижнего борта.
Серьезные проблемы возникают при демонтаже низкопрофильных шин.
Низкопрофильные шины очень жесткие, и основная проблема состоит в том, чтобы "прожать" и поместить в "ручей" диска ту часть борта шины, которая находится на противоположной головке стороне диска (это обязательное условие того, чтобы шина сошла с диска). Без специальных приспособлений сделать это бывает очень трудно.
К таким приспособлениям (а это довольно большая и дорогая конструкция, устанавливаемая на станок) относится, например, GR81 фирмы RAVAGLIOLI.
Подобные приспособления не являются универсальными для всех станков, поэтому при продаже всегда следует уточнить совместимость приспособления и станка.
Последовательность операций при монтаже шины на диск
Для того, чтобы надеть шину на диск, надо выполнить следующие действия:
- закрепить диск на монтажном столе станка,
- установить рабочую головку на закраину диска,
- смонтировать (надеть) шину на диск,
- накачать шину до заданного давления.
Установка диска на монтажном столе и рабочей головки на закраине диска были рассмотрены выше.
Перед монтажом борта шины и поверхность головки смазывают специальной монтажной пастой для лучшего скольжения при посадке на диск. Перед установкой головки шину кладут сверху на диск так, чтобы головка прошла через ее центральное отверстие.
Затем шина определенным образом ориентируется относительно головки и диска, нажимается соответствующая педаль, монтажный стол вращается, и нижний борт шины надевается на диск. Верхний борт надевается таким же образом.
Основные проблемы возникают при монтаже низкопрофильных шин.
Проблемы обусловлены опять же большой жесткостью этих шин. Нижний борт монтируется, как правило, без проблем. Посадить верхний борт намного труднее, а иногда и просто невозможно без специальных приспособлений.
К таким приспособлениям относится, например, упоминавшийся выше комплект GR81 фирмы RAVAGLIOLI.
Накачка шины до заданного давления.
После монтажа бескамерная шина (а сейчас практически все шины бескамерные) довольно свободно болтается на диске. Если в таком состоянии попытаться ее накачивать, то воздух будет просто уходить между диском и бортом шины. Для того, чтобы шина начала накачиваться, надо, чтобы она "схватилась" за диск, т.е. борта шины плотно прилегли к диску и образовалось замкнутое пространство между шиной и диском, в которое будет накачиваться воздух.
Для этого монтажник приподнимает шину так, чтобы ее борта как можно лучше прилегали к диску, на сосок (из которого предварительно вывенчен нипель) надевается щланг от пистолета накачки, и подается давление. При подаче давления шина немного распирается изнутри, и ее борта плотно прилегают к диску, после чего ее можно накачивать до заданного давления.
В процессе накачки борта шины "ползут" по диску от центра в сторону закраин в свое окончательное положение на закраинах диска. В конечном итоге шина устанавливается на диск. Для того, чтобы обеспечить более легкую "ползучесть" бортов, в процессе накачки их и диск подмазывают монтажной пастой.
Большие проблемы возникают при накачке низкопрофильных шин.
а) Низкопрофильные шины отказываются "схватываться" с диском при попытке накачать их обычным способом. Практически единственный способ заставить низкопрофильную шину "схватиться" с диском является взрывная подкачка. Для этого станок должен быть оборудован устройством для взрывной подкачки.
Это устройство представляет собой баллон, в котором создается высокое давление. Баллон соединен воздуховодами с отверстиями в кулачках. При нажатии на педаль воздух под большим давлением выбрасывается через эти отверстия в зазор между нижним бортом шины и диском. Шину резко распирает и она "схватывается" с диском.
Не все ш/м станки оборудованы устройством взрывной подкачки. В то же время доля шин, которые можно накачать только таким способом составляет на сегодня не менее 30% и имеет тенденцию роста. Таким образом, если клиент приобрел ш/м станок, не оснащенный этим устройством, то до 30% шин он просто не сможет смонтировать.
Для каждого автомобиля фирма-изготовитель рекомендует определенные значения давления в шинах. В процессе накачки текущее давление контролируется по манометру, установленному на пистолете или на самом станке, если он с устройством взрывной подкачки. В целях безопасности может быть установлен ограничитель давления. Ограничитель либо является элементом станка (для станков с устройством взрывной подкачки) либо им может комплектоваться пистолет подкачки. Ограничитель не позволяет превысить давление в шине выше определенного порога (типовые значения - 3.5 и 4.0 Бар).
б) В процессе накачки при достижении даже максимального давления (определяемого ограничителем) низкопрофильная шина часто все же не садится на диск полностью. Иногда, но далеко не всегда, помогают удары по шине кувалдой. В противном случае остается единственный способ - превышение максимального давления. Для этого используют пистолет без ограничителя. Такой способ накачки является нарушением правил техники безопасности и, хотя реальной жизни альтернативы ему нет.
После монтажа шины на диск собранное колесо обязательно должно быть отбалансированно.
2. Классификация
С точки зрения потребителя ш/м станки могут быть разделены на две большие группы - полуавтоматы и автоматы. Основной признак, по которому происходит такое деление - это устройство консоли.
Полуавтоматы имеют консоль, основание которой жестко соединено со станиной. Консоль имеет подвижную верхнюю часть, которая вместе с рабочей головкой может отводиться в сторону (вправо).
Жесткой фиксации головки на закраине диска не осуществляется и во время монтажа она, вообще говоря, может легко отходить в сторону, если ее не прижимать самой шиной. Для обеспечения зазора между головкой и закраиной диска необходимо сначала выставить положение подвижной части консоли относительно диска с помощью винта, расположенного на неподвижной части консоли, а затем повернуть рычаг, расположенный на ее подвижной части консоли. Все это весьма неудобно.
Такие станки имеют три педали управления (педаль управления "лопатой", педаль зажима/отжима диска на столе и педаль вращения стола).
Автоматы имеют консоль, которая может откидываться назад (при нажатии на соответствующую педаль). Верхняя часть консоли также является подвижной, но движение происходит не в сторону, а вперед-назад. Шток рабочей головки при этом может легко передвигаться вдоль верхней части консоли.
Фиксация головки на закраине диска осуществляется пневмосистемой станка при нажатии кнопки или повороте соответствующей ручки. При этом головка фиксируется жестко и остается неподвижной во время монтажа, зазор между головкой и закраиной диска при этом устанавливается автоматически. Такие станки имеют не три, а четыре педали управления. При нажатии на четвертую педаль консоль откидывается назад или возвращается в исходное положение (если уже была откинута).
Работать на автоматах значительно удобнее и быстрее. Во-первых, удобнее и значительно быстрее подвод и фиксация головки на закраине диска. Во-вторых, головка фиксируется жестко и не создаются неудобства из-за того, что она может отойти в сторону.
Станок-автомат может быть одно или двухскоростным, т.е. иметь одну или две скорости вращения стола (1-я - обычная, 2-я - повышенная). Значения скоростей для 2-х-скоростных станков Simpesfaip - 5 и 10 об/мин, для станков Ravaglioli - 6.5 - 13 об/мин. Наличие второй скорости может дать небольшой выигрыш во времени при работе в условии непрерывного потока. При обычной работе монтажники редко пользуются второй скоростью.
Следует знать что по Российскому законодательству скорость вращения стола не должна превышать 10 об/мин. В реальной жизни это правило не работает.
Шиномонтажный стенд – специализированное оборудование, с помощью которого производится монтаж/демонтаж колесных шин. Широко используется на СТО и в авторемонтных мастерских. В эксплуатации отличается простотой, надежностью, безопасностью. Оборудование не повреждает диски даже при разборке проблемных шин.
Элементы конструкции
Различают автоматические и полуавтоматические стенды
Конструкция полуавтоматического станка
Главная деталь стенда. Он вращается в горизонтальной плоскости благодаря электроприводу. На него укладывается колесо и фиксируется зажимными кулачками. Стол способен вращаться в обоих направлениях. Для большеразмерных колес применяется не стол, а специальный держатель.
Специальная лапка для перебортировки на монтажной стойке. Она фиксируется в горизонтальной и вертикальной плоскостях. На автоматизированных моделях стойка отводится нажатием на педаль или кнопку.
- Рукоятка с двойной блокировкой.
- Лопатка для отрыва борта.
- Цилиндр.
Конструкция станка автоматического
Поворотный стол с зажимами.


Блокирующая ручка с вертикальным штоком.



Лопатка отрыва борта.

Рычажный механизм для подъема борта покрышки.

Дополнительно шиномонтажный стенд может быть укомплектован манометром, приспособлением для накачки шин.
Как работает шиномонтажный стенд для легковых автомобилей
Принцип работы заключается в фиксации диска и выведении борта шины выше кромки диска при вращении стола.
- Колесо помещается на рабочую поверхность стола и фиксируется специальными кулачками.
- Монтажную головку размещают между диском и резиной. С помощью рычажного механизма отжатый край резины надевается на монтажную головку.
- Приводится в действие поворотный стол. Он поворачивается вместе с зафиксированным колесом, а насадка высвобождает резину по всей окружности колесного диска. Вторая часть диска разбортируется аналогичным способом.
Как осуществляется управление шиномонтажным стендом
Управление осуществляется при помощи педалей.
Для полуавтоматических моделей это педали:
- для отжима резины;
- для управления механизмом фиксирующих кулачков;
- для управления поворотным столом.
Для автоматических моделей первые три педали аналогичны полуавтоматическому варианту. Добавляется еще одна педаль, отвечающая за управление стойкой.
Различие между полуавтоматическим и автоматическим стендом заключается в типе управления монтажной стойкой. В автоматическом стенде ее отвод осуществляется при помощи пневматики, а в полуавтоматическом – в ручном режиме.
Отличия стендов для шиномонтажа грузовых и легковых автомобилей
Шиномонтажные стенды обслуживают легковые и грузовые автомобили. Существенного различия в том, как работает шиномонтажный стенд для легковых автомобилей и грузовых, нет. Оно заключается лишь в конструктивных особенностях оборудования. Стенды для грузового транспорта не оснащаются монтажным столом. Они укомплектованы специальным держателем, который позволяет фиксировать колесо в вертикальном положении, а отжимной диск подводится горизонтально. Некоторые стенды поставляются с подъемным механизмом. Он облегчает подъем и закрепление шин на держателе.
Читайте также: