
Как на токарном станке выточить диск
Опубликовано: 03.05.2024
Во время торможения автомобиля тормозные диски из-за трения о колодки подвергаются значительному нагреву. В связи с этим диск изнашивается, и возникают проблемы в процессе торможения. Для предотвращения угрозы безопасности необходимо заменить тормозные диски или проточить их на токарном станке.

Что это такое, как правильно выполнить работу?
Восстановить геометрию тормозного диска можно несколькими способами, один из них – проточка на токарном станке. Устранение неровностей с поверхности зеркала диска – сложный процесс, требующий наличия специального оборудования и умения им пользоваться. Такая работа подразумевает точность до сотых долей миллиметра, и будет разумным решением доверить ее профессионалам.
ВАЖНО помнить, что у любой детали имеется свой ресурс, и специалисты настоятельно не рекомендуют протачивать диск более одного раза. С помощью проточки вы можете устранить неглубокие борозды, неровности и шероховатости, но покоробленный диск подлежит обязательной замене.
Проточка тормозного диска заключается в снятии резцом слоя металла с изношенной поверхности для обеспечения правильной работы узла. При выполнении работ также необходимо учитывать минимально допустимую остаточную толщину во избежание деформации диска. Точные данные для конкретной модели автомобиля вы можете узнать из руководства по эксплуатации, на официальном сайте производителя или в дилерском центре.
Зачем точить и как это лучше делать?
По статистике средний срок службы тормозного диска составляет до 150 тысяч километров, а для тормозных колодок – около 30 тысяч. Но бывает и так, что система выходит из строя гораздо раньше положенного срока в зависимости от условий эксплуатации. На износ тормозного диска могут влиять:
- материал детали;
- состояние тормозной системы;
- среда эксплуатации автомобиля;
- стиль вождения.

На вопрос, стоит ли протачивать тормозной диск, есть только один однозначный ответ: если вам позволяет финансовое положение, лучше купить новый. В остальных случаях необходимо грамотно подойти к процессу восстановления детали. Правильная проточка существенным образом продлит срок службы элемента и позволит вам сэкономить денежные средства. Желательно осуществлять ее перед каждой заменой тормозных колодок с соблюдением минимальной толщины диска.
Признаки, сигнализирующие о неправильной работе тормозной системы и необходимости замены ее деталей:
- биение педали тормоза при нажатии на нее;
- биение рулевого колеса на большой скорости;
- блокировка системы при торможении;
- посторонние шумы и вибрация во время торможения;
- сколы, трещины, царапины и каверны на дисках.
- диск перегревается даже на коротких участках торможения;
- тормозной путь существенно увеличился.
Если вы, сопоставив возможные риски, все-таки решились на проточку тормозных дисков, то осуществить ее можно несколькими способами:
- проточка со снятием диска на токарном станке;
- не снимая с авто, с помощью специального оборудования;
- в домашних условиях при использовании различных абразивов.
Каждый автовладелец сам решает, какой метод для него подходит наилучшим образом. Главное условие, которое должно при этом выполняться – соблюдение точности процесса и техники безопасности.
Плюсы и минусы
Как и у любого ремонтно-восстановительного действия, у проточки тормозных дисков имеются как преимущества, так и недостатки. К плюсам данной операции относят:
- стоимость работы, которая может быть до 5 раз меньше цены на новый элемент;
- возможность получить идеально ровную поверхность и вернуть диск в рабочее состояние;
- большая скорость вращения токарного станка позволяет осуществлять ремонт на качественном уровне;
- наличие услуги в большинстве автосервисов.

Минусы процесса заключаются в следующем:
- ограниченное количество проточек на один диск;
- утрата первоначальной прочности;
- сложность в соблюдении соосности плоскостей диска при проточке на станке.
Проведение работ
Существует несколько способов выполнения проточки тормозных дисков, которые как предполагают демонтаж элемента с автомобиля, так и не требуют этого. Для выполнения операции используются токарные станки, специализированное оборудование и подручные средства. При любых работах необходимы наличие инструмента, знаний и опыта, а также соблюдение техники безопасности.
Использование станков
Для данного способа необходимо снять тормозной диск с автомобиля и установить его на токарный станок. Работа должна производиться только квалифицированным специалистом и с соблюдением технического регламента процесса. ОБРАТИТЕ ВНИМАНИЕ, что просто зажать диск в патрон станка нельзя, так как при этом не будет обеспечена параллельность поверхности с резцом и такая проточка окончательно загубит изделие! Соблюдение соосности и процесс проточки осуществляется следующими методами:
- сделать оправку, идентичную размерам ступицы колеса;
- очистить диск от загрязнений;
- присоединить диск к оправке посредством штатных креплений;
- закрепить оправку в патроне станка;
- установить соответствующий резец;
- проверить биение плоскостей индикатором (не должно превышать 0,05 мм);
- обработать поверхность диска с обеих сторон и торцы.
С выполнением данной работы отлично справляются твердосплавные резцы. Для достижения ровной зеркальной поверхности может потребоваться несколько проходов. Современные токарные станки с ЧПУ позволяют выполнять действия как вручную, так и автоматически, с помощью заданных программ. Это существенно упрощает процесс проточки и дает возможность контролировать операцию с точностью до микрон.

Проточка, выполненная грамотным специалистом, позволяет восстановить геометрию диска на уровень заводского изделия. Опытный мастер по характерным признакам способен определить целесообразность работы до начала ее выполнения и качество результата в конце. После проточки требуется выполнить сход-развал и балансировку колес транспортного средства, а также заменить тормозные колодки.
Работа подручными средствами
Устранение неровностей тормозных дисков данным методом хоть и дешевле других, но не является лучшим вариантом. Так как в ход идут напильники, шлифовальные машинки, наждачная бумага и прочие самодельные приспособления, теряется главный фактор всего процесса – точность.
Такой способ также предусматривает шлифовку как на рабочем столе, так и на автомобиле. Последствия могут быть непредсказуемыми, риски и ответственность полностью ложатся на мастера. Качество проводимых работ не соответствует нормам, поэтому процесс приходится повторять чаще обычного, что неблагоприятно сказывается на состоянии диска.
Некоторые умельцы ставят вместо тормозных колодок абразивные материалы и осуществляют шлифовку торможением во время езды, перегружая и перегревая диски. Выравнивание поверхности напильником также не выполняет минимальные требования к регламенту.
Технология выполнения работ своими руками в домашних условиях
Если толщина тормозного диска позволяет сделать проточку, то выполнить ее можно самостоятельно в домашних условиях. Данный способ предполагает наличие специализированного оборудования, которое позволяет выполнить проточку, не снимая диск с автомобиля. Для этого необходимо штангенциркулем определить степень износа и приступить к работе.
Суть процесса заключается в подвешивании колеса и присоединении к диску специального станка для проточки. Привести колесо в движение можно и штатно, включив пятую передачу на заведенном двигателе. В этом случае роль режущего элемента может выполнять напильник или другой абразив.
В автомобиле есть масса деталей и механизмов, техническим состоянием которых можно пренебречь без угрозы для здоровья и жизни. Но тормозная система к ним не относится никоим образом! Крайне важно следить за органами управления автомобилем и содержать их в надлежащем порядке. Неразумная экономия может привести к более печальным последствиям, нежели финансовые траты.
Технологические особенности дисков. К дискам относятся детали, имеющие форму тела вращения, диаметр которых в несколько раз превышает длину. Это собственно диски, однозвенные зубчатые колеса большого диаметра, звездочки ценных передач, ролики для канатных передач, узкие шкивы, лимбы, крышки, узкие фланцы и другие подобные детали. Общая технологическая особенность дисков вытекает из соотношения их диаметра и длины (вернее толщины), которое выражается неравенством D>21. Вследствие этого бывает трудно обеспечить достаточно жесткое закрепление дисков из-за малой длины. Разжимные оправкн здесь не всегда применимы. Наиболее трудоемкой оказывается обработка торцовых поверхностей, для которых технические условия в большинстве случаев предусматривают перпендикулярность к оси отверстия и параллельность между собой.
Диски и некоторые другие детали с относительно небольшой длиной (кольца, шайбы, контргайки и др.) возможно (по крайней мере на первом этапе) изготовлять сразу по несколько штук из одной заготовки.
335 ЗАКРЕПЛЕНИЕ ДИСКА В РАСТОЧЕН - ПЫХ КУЛАЧКАХ
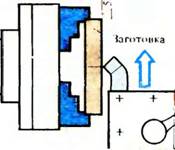
В единичном производстве сплошные диски небольших (до 200 мм) диаметров изготовляют отрезанием нз проката: одна заготовка служит для нескольких деталей. Отрезанный диск закрепляют в патроне и обрабатывают второй торец. Кренят диски в сырых кулачках, расточенных для образования упорного буртика (рис. 335). Диски большого диаметра изготовляют из единичных заготовок, отрезанных от проката, откованных (отштампованных) или вырезанных ацетилено- кнелородиым пламенем из листового проката. Такие диски обрабатывают за две установки (при больших партиях за две самостоятельные операции). Вначале заготовку крепят в кулачках патрона, подрезают торец и обтачивают до кулачков. Затем заготовку зажимают за обточенную поверхность, подрезают второй торец и обтачивают наружную поверхность (оставшуюся часть). Если к точности наружной поверхности предъявляются повышенные требования, то необходима третья операция: чистовая обточка.
Крепить заготовку в этом случае лучше прижимом трения, насаженным на задний вращающий центр. Заготовка может упираться в кулачки патрона или в специальную оправку, зажатую в патроне (рис. 336, а, б).

Не многие предприятия оказывают услуги по производству различных металлических изделий на заказ по чертежам заказчика. При необходимости выполнить токарные работы в Новосибирске лучше всего обратиться в компанию СибПромДеталь, где вам предложат не только механические способы изготовления деталей из стали, но и чугунное литье.
Технология производства изделий сложной формы из металлов способом токарной обработки достаточно сложна. При наличии станков с программным управлением задача упрощается, но оборудование это достаточно дорого и требует специализированных знаний при настройке и эксплуатации.
Токарно-винторезные станки более доступны и могут быть приобретены при необходимости даже в домашнюю мастерскую. Поэтому речь в дальнейшем пойдет о них, а именно о том, как выточить шар на токарном станке.
Среди наиболее доступных для домашних мастеров можно выделить два основных способа точения идеальной сферической поверхности – по копиру и с помощью различных приспособлений. Рассмотрим каждый из вариантов более подробно.
Метод точения на токарном станке стандартным суппортом
Для крупносерийного производства создается специальное приспособление или используется система ЧПУ. Если есть необходимость путем точения создать всего несколько шаров, тогда можно провести работу на токарном станке, у которого есть задняя бабка.
Процесс изготовления, который является ответом на вопрос, как выточить шар на токарном станке, можно разделить на следующие этапы:
- Выбор заготовки. Она должна быть цилиндрической формы, дина и ширина которой превышает нужного диаметрам шара. Изготовление происходит путем базирования цилиндрического тела по торцам.
- Создаем проточку на заданном расстоянии от торца. Диаметр проточки – диаметр шара.
- Затем при помощи специального подготовленного прутка и задней бабки проводим фиксацию (ранее сделанная проточка необходима для крепления при помощи этого прутка).
- Для изготовления шара нужно расположить резец под углом к поверхности и провести точение лишнего металла. Удаление проводится до проделанной проточки. Точение происходит отрезным резцом.
- Точение происходит поперечной подачей, в результате которой образуется поверхность в виде лесенки. Затем совмещая поперечную и продольную подачу, она также убирается.
- После этого напильником во время вращения шпинделя делается поверхность, напоминающая шар. Также используется шлифовальная шкурка для получения гладкой поверхности.
- Необработанные концы, которые использовались для крепления, стачиваются на наждаке.
Читать также: Можно ли пилить плитку электролобзиком
При подобном методе дополнительное приспособление не используется. Созданная проточка является своего родом индикатором, который используется при поперечной подаче. Работа требует хороших навыков обращения с продольной и поперечной подачей. Как выточить шар на токарном станке без столь большого количества операций – следует использовать приспособление, предназначенное для точения по заданному диаметру.
Как выточить шар из дерева
Искал информацию по домашним токарным станкам, и наткнулся на это видео. Меня прям заворожила красота и простота исполнения.
Дубликаты не найдены
Красиво, но о технике безопасности он не слышал
Долго работает, опытный. Страх пропадает уже. У нас так в цеху уже несколько человек пальцев лишились. Кто на ленточной пиле, кто на фрезе, кто кромочник решил почистить, не отключая станка. А станок что, фотоэлементы увидали что то, фрезой чик.
Они же не думают, что там в щель во время работы кроме кромки что то могут сунуть. За 7 лет человек 5 пальцы себе так порезали. Один погрузчика не боялся. Сел вместе с грузом на вилы и даже не держится. Груз упал. грузчик тоже. Ноги по частям собирали, ходить уже не будет, пацану лет 25.
Ох уж это игнорирование техники безопасности.
Парень рассказывал. На заводе электриком работал в штамповочном цехе. Надо если мусор стряхнуть с пресса, рабочие многие прямо рукой сметают. Щеточками специальными не пользуются, не отключают пресс предварительно, ни ногу с педальки не убирают. Нажать только и все. Руки не будет. Пара сотен тонн расплющит. У половины по одному пальцу как минимум нет.И продолжают же лезть.
Надо везде вводить защиту от долбоёбов. От дурака уже не работает ) Вот хороший пример: https://.com/watch?v=dFYAt_1E-Vo
и не стоит недооценивать идиотов, они же уберут этот механизм, что бы он случайно не сломался)
В том то и дело, что нет. Многотонные барабаны останавливают вмиг, а такие пилы для них и вовсе пушинка.
Я тоже думал, что это полезное ноу-хау, пока умные люди не переубедили. Что всё давно изобретено и не одноразовое
У меня например на ЧПУшном фрезере фреза с 24к оборотов в случае чего останавливается мгновенно. Хотя не думаю, что ей это на пользу идет.
Но это если станок например потерял связь с сервоприводами или с самим пантографом. Предполагает, что что то отвалилось и нужно блокировать любой ценой.
А если просто зайти в рабочую зону, отработают фотоэлементы и остановка настроена на 4 секунды. Хотя можно и уменьшить.
Внутри типа тормозных дисков и колодок на пружинах. Включая двигатель электромагниты убирают тормоз, если внештатная ситуация, то электромагниты отключаются и пружины давят колодки на диск. Но это упрощено, там что то посложнее. Тормозные муфты или как там они правильно называются, не помню.
У этого Мастера опыта по работе на станках столько, что он знает как и где опасно, а где просто деревяшка крутится. зовут его Александр Кутузов. найди в нете, прежде чем обсуждать его умения.
Все его знания где опасно и где нет тут не причем. на фото явно видно, что там полный пзидец. Длинные манжеты возле крутящегося барабана.
Я не осуждаю его умения, я осуждаю его соблюдение техники безопасности.
Я как опытный столяр-краснодеревщик со всеми пальцами(тфу-тфу) с 17 летним стажем, а так-же инженер-технолог деревообработки, зная лично этого мастера, заявляю! на видео нет нарушения техники безопасности.
Советую по новой прослушать курс техники безопасности. А то, что все пальцы целы — это хорошо, хорошо бы что бы так и оставалось. Но несоблюдение техники безопасности не шутки. Боле спорить не намерен.
Советую не советовать людям, которые знают и умеют многое в своей стихии. Смотрим с 2.20 и видим что рукава как и положено застёгнуты, чтоб стружка не попадала. ТБ знаю наизусть и в своё время школоту учил по ТБ. Плохо что дилетанты пытаются рассуждать о том, в чем не разбираются.
Сколько я уже видел когда профи пренебрегают техникой безопасности. 12 лет назад работал на заводе, человек не застегнул спецовку на пуговицы. Жарко ведь, а он столько лет работает, профи. Край одежды попал под ленту транспортера, намотало вмиг, одни ноги торчат.
Смертельный случай. Другой так же профи, ограждения мешают убирать рабочее место, нафиг их. Упал в окорочный барабан, за секунды мешок с костями, шансов выжить не было. Сварщик лет 30 работал, профи, демонтировал старый транспортер, высота метров 5.
Отвлексязапизделсязадумался, отрезал арматуру, на которой сидел — инвалид. В пилоточке Ваня тоже лет 30 работал, опыт так и прёт, убрал концевик на откидном козырьке, мешает, с ним мало места, а он же профи. Закусило нож и как гильотиной по пальцу, вырвало кусок, до кости.
Палец удалось спасти, но почти не гнется.
На новой работе, как я уже писал выше, в основном пальцы оставляли, переломные ноги, один палец придавленный пневмозажимами. И всё из-за того, что ебали они все ТБ, профи же.
На фото явно видны манжеты рукавов и барабан, это нарушение. Я так понимаю ты просто выгораживаешь его, потому что знаком с ним. Лучше бы посоветовал ему быть повнимательнее, что бы и дальше радовал красивыми поделками.
Степень точности и качество обработанной поверхности зависят от умения мастера работать на токарном станке, который не имеет системы Числового Программного Управления.
Однако некоторые типы деталей создать путем точения при помощи резца без вспомогательного оборудования практически невозможно.
Если при этом есть необходимость наладить серийное производство с высокой точностью обработки, без вспомогательного оборудования не обойтись. Как сделать шар на токарном станке, и какое приспособление при этом используются?
Метод точения на токарном станке стандартным суппортом
Для крупносерийного производства создается специальное приспособление или используется система ЧПУ. Если есть необходимость путем точения создать всего несколько шаров, тогда можно провести работу на токарном станке, у которого есть задняя бабка.
Использование специальной конструкции
Значительно упростить процесс можно путем использование специальной конструкции. Приспособление, при помощи которого можно провести рассматриваемую работу, позволяет поворачивать резец по заданной окружности. При этом можно отметить следующие нюансы:
- Конструкция должна быть жестко закреплено, для чего придется проделывать отверстия в станине для его крепления.
- Предварительно металла также обрабатывается стандартным способом при помощи продольно-поперечной подачи.
- Конструктивные особенности конструкции обуславливают ограничение минимального и максимального диаметра получаемого шара.
- Использовать наждак для удаления металла в месте крепления также придется и в этом случае.
- Обработка всей поверхности, кроме места крепления, проводится за один раз. Предварительная обработка для снятия металла необходима по причине того, что в этом случае поперечная подача не регулируется (диаметр детали регулируется расстоянием, на котором находится режущая кромка от места крепления).
- Достигается правильная форма, при этом особых навыков обработки не нужно иметь.
- Можно получить партию деталей шарообразной формы, которые будут иметь одинаковые размеры.
В заключение отметим, что подобное приспособление зачастую создается своими руками. Токарные станки старых моделей не приспособлены для автоматизации процесса производства получения шарообразных тел.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Как выточить шар на токарном станке: по дереву или металлу, методы точения
Сферические изделия выполняют функцию рукояток на различном оборудовании, либо в мебельной фурнитуре. Обычно для изготовления подобных элементов прибегают к использованию системы ЧПУ, однако опытным токарям и столярам подобная задача не в новинку. В следующей статье поэтапно разберемся в процессе создания шарообразной детали на токарном станке.
Можно ли это сделать?
Создание сферической детали на токарном оборудовании более простой процесс, чем это кажется на первый взгляд. При этом можно воспользоваться, как вспомогательным оборудованием, если предусматривается производство небольшой партии, так и стандартной оснасткой станка в случае штучного изготовления. Самым доступным способом является точение по ранее заготовленному шаблону.
По металлу
Работа с металлом на порядок сложнее в сравнении с другими материалами ввиду более высокой твердости, однако более знакома и не имеет непривычных особенностей. Точение шара же займет не менее двух проходов и потребует работы на высоких оборотах для получения удовлетворительного результата. В целом процесс мало отличим от прочих токарных операций и не имеет определенной специфики.
По дереву
По сравнению с металлической, деревянная заготовка более податлива обработке, ввиду чего имеется возможность проводить обработку не только резцом токарного станка, но и ручными стамесками и коронками, предназначенными для этой операции.
При точении вместо привычной стружки остается древесная пыль, поэтому работать нужно строго в респираторе, включив вытяжку. Нелишним будет заранее убрать подтеки масла на станке и установить пылесос на резцедержатель, что упростит уборку после работы.
Пошаговая инструкция
Данный способ изготовления подходит как при работе с металлом, так и с деревом. Дополнительное станочное оборудование и нестандартные конструкции не требуются. Понадобиться лишь образец. В качестве такового можно применить выточенный на станке шар со стержнем либо шарик от подшипника требуемого диаметра.
Для возможности установки последнего, к нему нужно жестко присоединить стержень-хвостовик нужного диаметра ровно по центру. Сделать это можно при помощи сварки либо резьбового соединения.
Выбор заготовки
В обоих случаях заготовка детали должна иметь цилиндрическую форму с запасом (примерно 1/10) длины для крепления в патроне и небольшим припуском на обработку по ширине.
Если стальной пруток — это стандартизированный материал в металлургии, то для столярных работ чаще всего сырье поставляется в виде бруса.
Прежде чем приступить к работе нужно придать материалу форму цилиндра, закрепив в поводковом патроне и обточить.
Прежде чем приступить к работе, визуально проверьте заготовку на предмет кривизны, прокрутив в кулачковом патроне.
Создаем проточку
Диаметр шара равняется диаметру проточек и расстоянию между ними. Зажав заготовку в трех-кулачковом патроне, проточите будущую деталь на заданном расстоянии от торца. Созданная проточка послужит своеобразной меткой при обработке с использованием поперечной подачи. Также необходимо зенковать отверстие для последующей фиксации в жестком центре при обработке заготовки абразивом.
Провести фиксацию
Теперь, при помощи жесткого центра, установленного в заднюю бабку и патрона, проводим фиксацию. Расслабив патрон ключом, помещаем в него заготовку. Теперь нужно сделать отступ от проточки и надежно закрепить деталь в патроне. В задней бабке необходимо закрепить шаблон. Выверив необходимое расстояние и положение заготовки относительно образца можно приступать к следующему шагу.
Провести точение с помощью передней подачи
Для придания формы шара заготовке, необходимо использовать два одинаковых отрезных резца, как правило с округлой режущей кромкой. Закрепите резцы в держателе суппорта на одной стороне с одинаковым вылетом.
Суть способа заключается в ведении резца-копира касаясь окружности шарообразного образца, в то время как зеркально закрепленный проходной резец производит обтачивание заготовки повторяя вектор движения второго.
Точение производится прямой и поперечной подачей, в результате которой образуется поверхность в виде лесенки. После придания формы шара материалу, производится чистовой проход с малой толщиной снимаемого слоя и подачей. Снятие слоев материала производится в пределах проточки. После чего ее нужно убрать, совместив поперечную и переднюю подачу.
Сделать форму с помощью напильника
После обработки резцом образуется ступенчатая поверхность, которую необходимо обработать напильником. Для металла следует выбрать напильник с насечкой номер 0 или 1. Для дерева с простой одинарной насечкой.
Инструмент с полукруглой формой рабочей части значительно упростит процесс, однако не является обязательным условием.
В качестве упора желательно использовать суппорт без резца, он послужит надежной опорой и уменьшит вероятность травмирования.
Устанавливаем площадку суппорта на уровне детали перед операцией. Убрав образец, подводим жесткий центр к ранее созданному зенкером отверстию, переместив бабку вперед и фиксируем.
Запускаем станок на минимальной скорости дожидаясь момента когда шпиндель наберет обороты.
Упираем хвостовик или рукоять напильника в суппорт и плавным движением сверху вниз опускаем рабочую часть напильника к заготовке.
При этом нужно крепко держать его двумя руками по оба конца инструмента, чтобы исключить удар инструмента. В случае использования напильника плоского сечения необходимо плавно водить им от края до края для равномерной обработки.
Ведите напильник противоположно движению шпинделя, чтобы не допустить отскок инструмента.
Провести чистку наждачной бумагой
При чистовой обработке воспользуйтесь наждачной бумагой. Для каждого материала понадобится различное зерно абразива. Для металла в районе Р800-Р1000, для дерева Р400-Р600.
Существует два способа полировки поверхности с помощью абразивной ленты.
В первом случае полотно растягивается двумя руками и натягивается на обрабатываемую поверхность, во втором наждачная бумага крепится в специальном бруске.
Необработанные концы, использованные для крепления, удаляются вручную. Как вы можете заметить изготовление детали в виде шара является вполне легкой и выполнимой задачей, не требуя при этом сверхсложных надстроек на текущем оборудовании.
Точение с приспособлением
Более сложным является способ выточить шар на станке с применением предварительно изготовленного приспособления. В связи с идеальностью сферической поверхности, точность изготовления механизма должна быть максимальной. На следующем предлагаемом видео приспособление является ручным, а обработка частично выполняется после предварительной обточки резцами до формы, близкой к шару:
Особенностью данного способа точения сфер является возможность применения его лишь при обработке мягких металлов. Но и такая задача является достаточно частой и при большом количестве заказов такое приспособление всегда может помочь токарю.
Эксплуатация транспортных средств с максимальными нагрузками в суровых климатических условиях приводит к быстрому износу системы торможения. Качественная проточка дисков удалит выбоины, выпуклости, бугры, восстановит траекторию движения, вернет первоначальный внешний вид. Автомобиль мгновенно начнет работать без сбоев. Цена в Москве проточки диска на автомобиль зависит от его модели, грузоподъемности, степени износа, других параметров. Подробнее узнать о возможностях нашей компании, сколько стоит проточка дисков без разборки машины, можно узнать по телефону и оставить заявку на сайте. Администратор перезвонит в течение дня, подробно ответит на любые вопросы.
Методы проточки
Необходимо знать, что самостоятельная обточка дисков напильником, болгаркой или другим неподходящим инструментом легко станет причиной аварии, потребует серьезных капиталовложений для исправления ситуации. Только применяя современные методы, специальное оборудование можно получить хороший результат. Проточка колесных дисков на токарном станке осуществляется двумя способами.
- Специалист снимает, доставляет его на завод и устанавливает для обработки на станок. Это возможно только при высокой квалификации и большом практическом опыте мастера. Потребуется обработать три грани тормозного элемента. Кроме мест соприкосновения с колодками обязательно нужно проточить диски в месте соединения шпильками. Операции обработки граней нужно проводить в один прием без снятия со станка. Это гарантирует хорошее качество, избавив от биения.
- Проточка лицевой части диска без демонтажа, прямо на автомобиле. Современные станки гарантируют высокое качество обработки, максимально удешевляя процесс, снижая трудозатраты. Лазерная проточка дисков выполняется специальным оборудованием, крепящимся на ось колеса под ступицу. При вращении он быстро снимает лишний металл, шлифует поверхность, удаляет вмятины, выбоины, выпуклости.
Когда применяется?

Проточка автомобильных дисков требуется если:
- при езде ощущаются резкие удары в рулевой колонке. Набирая скорости, удержать баранку становится трудно;
- появляется непрерывная вибрация, во время быстрой езды переходящая на кузов;
- подвеска издает скрежет, треск, писк при езде;
- после резкого удара о бордюр, камень или другое препятствие.
- Что мы используем для проточки барабанов.
Наше оборудование
Предприятие оснащено всем необходимым оборудованием, персонал прошел хорошую подготовку, обладает солидным практическим опытом, благодаря чему пользуется большой популярностью в Москве и области. В перечень комплектации цеха для ремонта входит:
- подъемник для вывешивания машин разного вида, типа, моделей;
- набор пневматических инструментов для демонтажа и установки на место колес;
- оборудование для проточки центрального отверстия диска;
- специальный станок на колесах для быстрой обработки вышедших из строя элемента без снятия;
- токарный универсальный станок, позволяющий квалифицированно ремонтировать со снятием;
- аппарат Pro Gut для быстрого, эффективного ремонта и коррекции любых повреждений.
Цена проточки дисков со снятием
Стоимость обработки на станке рассчитывается индивидуально для каждого клиента. Постоянным клиента делаются скидки. Мы одинаково относимся к просьбам частников или крупных подрядчиков, сотрудничаем с автопарками.
Токарная обработка металла на станке - один из самых популярных методов, с помощью которого можно, например, создать вал или иную деталь цилиндрической или конической форм. В статье подробнее поговорим об особенностях, видах и всех нюансах.
Технологические аспекты процесса
Суть процедуры в последовательном снятии верхнего слоя с вращающейся заготовки посредством резцов и прочих инструментов. При этом образуется стружка, которая может быть более или менее крупной в зависимости от материала и скорости подачи, а также обладать различным оттенком – изменение цвета происходит в связи с нагревом из-за трения и окислением.
Оператор закрепляет изделие с двух сторон в шпиндели. Один из них имеет свободное вращение, то есть фактически только отвечает за надежную фиксацию, в то время как второй – ведущий. Через него передается движение, а также происходит регулирование скорости.
Когда заготовка закреплена, начинается процесс резания на токарных станках. Сперва требуется правильно выбрать скоростной режим. На профессиональном оборудовании мощность достаточно высокая, но нельзя всегда работать на максимуме. Например, если вал очень длинный, то его вибрации и погрешности с увеличением скорости будут только возрастать, что приведет к неточностям. Вторая причина выбирать режим – это тип обработки, а именно, обдирочная, черновая, получистовая, чистовая или тонкая. В идеале, одна деталь должна проходить все эти стадии с изменением выбора подачи, а также с различными режущими инструментами для токарных станков и работ по металлу.
Когда выбраны основные показатели, можно переходить к установке резца. Он может быть изготовлен из разного типа сплава, но он обязан быть:
- более прочным, чем материал заготовки, и менее хрупким;
- всегда хорошо заточенным.
Для разных задач используются особенные режущие кромки. Они устанавливаются в суппорт, который имеет надежные фиксаторы, а также регулируемый угол поворота, наклона, то есть все параметры для максимально точной металлообработки.
Теперь можно приступить к включению установки. Вся операция заключается в правильно выбранных двух движениях:
- подача инструмента;
- вращение вала.
Первое передвижение делает суппорт. Он перемещается по горизонтали и вертикали, а также при наличии полозьев может двигаться диагонально – для обточки конусов. Так осуществляются такие операции на токарном станке, как точение и сверление. Однако для последнего типа задач инструмент (сверло) должен обладать возможностью вращаться, а сама заготовка будет статична. Передвижение данной части обуславливается либо автоматикой, либо ручками и колесами. Сначала оператор устанавливает ее на начальную точку, проверяет глубину, а затем включает аппарат и только корректирует положение резца. Скорость суппорта тоже настраивается в зависимости от типа и материала, и задач.
Второе движение – вращательное. Его производит заготовка. Движок, которые отвечает за подачу, находится в передней балке, а всего их две. Посредством ремней сила передается на шпиндель. Вращение имеет направление и скорость, но больше никаких параметров задать нельзя. Главное для токаря, чтобы были минимальные вибрации и погрешности, иначе будут происходить удары по инструменту.
Так как работает станок в основном на высоких оборотах, то сущность токарной обработки заключается в быстром снятии верхнего слоя.
Задачи, которые решаются таким образом:
- Достижение заданных размеров высокой точности.
- Сверление отверстий, их разверстка и зенкерование, нарезание резьбы внутренней и внешней.
- Нужная шероховатость поверхности – в зависимости от класса точности.
- Разрезные работы – резание части вала, обрезание кромок.
- Вытачивание канавок.
Виды стружки
Образование отходов – естественный процесс при металлообработке. При этом одни токари считают это недостатком, а другие, экономичные, сдают весь мусор на переплавку, поскольку основные химические свойства не нарушены, и с помощью воздействия температуры можно добиться стандартов стали при выплавке. Третий вариант – просто сдавать его в пункты приема на вторичную переработку.
При работе вручную, на стандартных станках, необходимо вовремя снимать стружку, чтобы она не приплавилась к рабочей поверхности, не испортила общий результат. Но на автоматизированном оборудовании с ЧПУ, которое реализует компания «САРМАТ», есть специальная функция стружкоотведения, которая гарантирует чистоту процесса.
По форме отходов можно многое сказать и о самой работе. Стружка при токарной обработке бывает четырех видов.
Слитая
Она выглядит как длинные участки закрученной спирали. Если снимается тонкий слой, то витки короткие с малым шагом, а если толстый, то пружинка будет более упругая, с острыми концами. Обычно она получается, когда на высокой скорости обрабатывается мягкий сплав, например, свинец, олово или некоторые виды стали. Еще одно условие для получение такого образца – нет значительных дефектов, ямок, продольных канавок, то есть сам вал уже предварительно обработан, в том числе от ржавчины, окалины, проведены обдирочные работы, выполняемые на токарном станке.
Слитую подразделяют на ленточную и спиральную. О второй мы более подробно написали выше, а вот лента выходит при невысокой скорости воздействия на очень пластичные сплавы.
Элементная
Она разбивается на короткие участки, отходит от заготовки не плавно, как предыдущая, а рывками, потому что в определенном моменте она ломается, выскакивает из-под инструмента, каким обрабатывают детали на токарных станках для твердых металлов. Причин может быть несколько:
- низкая скорость среза, поэтому берется сразу много материала, он не успевает быстро отойти;
- на пути резца встречаются препятствия, к примеру, сильная зернистость стали, нет мягкой однородной структуры;
- образец изготовлен из очень прочного металла, из чугуна, обладающего высокой твердостью, но и немаленькой хрупкостью, то есть вместо плавного растяжения стружка сразу ломается;
- неправильная работа неопытного токаря – неверный выбор скорости, режима.
Надлом
Это совсем небольшие кусочки, которые отлетают от зоны резания. Их не стоит бояться, это естественный результат, когда происходит обработка чугунных или бронзовых заготовок на станках токарной группы. Дело в том, что чугун и бронза обладают низкой пластичностью, поэтому вместо того, чтобы гнуться, верхний слой просто раскалывается, крошится. Здесь главное – не убрать лишнее, вести резец по небольшой глубине и лучше сделать 3-4 прохода, чем один, но глубокий, поскольку последнее действие может привести к образованию трещин в толще металла.
Посмотрим на изображение, надлом мы видим на последней картинке:

Ступенчатая
Очень интересный вид. Прирезцева его часть (сторона, близкая к резцу) обладает ярко выраженной гладкостью, тем более удивительно, что на обороте находится многоярусная структура – материал наслаивается друг на друга, как ступеньки на лестнице, отсюда и название. Ступени, или зазубрины, имеют направление отдельных связанных между собой элементов.
Обычно такой вид образуется при изготовлении заготовок деталей на токарном станке со средней скоростью и невысокой твердостью.
Все квалифицированные токари проходят отдельный курс, посявещенный стружкообразованию. Этот раздел науки изучает пластичные деформации, которые происходят с трением, образованием тепла, износом режущей кромки, изменением шероховатости поверхности и, конечно, с образованием стружки. От всех вышеприведенных процессов зависит то, какой формы она будет.
Цвет зависит от используемого при точении материала и режима. Обычно при обработке стали она выходит синяя – это нормально, поскольку при резании выделяется тепло, оно отходит в остатки, которые под воздействием кислорода и температуры окисляются, приобретая голубой оттенок. Если использовать при работе охлаждающую эмульсию, то можно получить желтый цвет. Оранжевый и коричневый срезы свидетельствуют о наличии ржавчины на заготовке. При еще большем увеличении температурного режима оттенок побежалости – красный, это объясняется интерференцией белого в пленках на отражающей поверхности.
Иногда токарей пугает темный синий, они считают, что идет перенакаление. Действительно, это говорит о значительном повышении температуры, но сказать, что это плохо – нельзя, поскольку термоотвод работает, забирая излишнее тепло у детали. Просто рекомендуется увеличить поток охлаждающей жидкости. Однако ее чрезмерное употребление может привести к быстрому износу резцов.
Выбор режущего инструмента, применяемого для токарной обработки деталей из металла на станках
При изготовлении кромок берется материал, обладающей высокой прочностью, это могут быть:
- углеродистые стали – с высоким содержанием углерода;
- легированные – с добавками в виде хрома, никеля, меди, азота;
- быстрорежущие сплавы;
- твердые вещества;
- минералокерамика;
- искусственные алмазы;
- синтетические материалы (композиты, гек-сомиты).
Резец является наиболее распространенным видом. Он может быть прямым, правым, левым и отогнутым. Вторая часть называется державкой, она может иметь разную форму – прямоугольную, квадратную или круглую. Их крепят в суппорт с помощью прихваток и винтов. Очень важно достичь высокой степени фиксации для прочности материала токарной работы.
В зависимости от назначения разделяют все резцы на:
- проходные;
- подрезные;
- отрезные;
- расточные;
- канавочные;
- резьбовые;
- винторезные;
- фасонные.
Соответственно, они выполняют разные задачи – снимают верхний слой, подрезают торцы, вытачивают канавки, делают сквозное или глухое отверстие. Также весь инструмент можно поделить по типу работы – одними нужно проводить растачивание, вторыми – черновую обработку заготовок для последующей чистовой или тонкой.
Как работает оборудование
Есть два типа работы – вручную или автоматизированно. Вручную оператор производит все задачи – устанавливает заготовку, резец, проводит расчеты, направляет суппорт на исходную точку, выбирает скорость вращения и режим подачи, а также в процессе деятельности меняет все данные параметры. В этом случае вы имеете дело с классическим аппаратом, созданным по старой токарной технологии обработки металла для растачивания.
Второй тип – это современные модели с ЧПУ. Такую продукцию поставляет компания «САРМАТ». Числовой пульт управления самостоятельно, автоматизировано решает все вышеприведенные задачи, исключая установку болванки, да и то, уже есть оборудование, которое имеет функцию фиксации заготовки. Такие аппараты имеют высокую точность, а также простоту использования.
Основные виды работ, выполняемые на токарных станках, какие операции можно выполнять
- Отделка наружных цилиндрических или конических поверхностей – основная задача токаря. Подразумевает снятие верхнего слоя до нужных размеров и образование шероховатости.
- Сверление, зенкерование и развертывание отверстий.
- Подрезание торцов и уступов.
- Вытачивание пазов и канавок.
- Нарезание наружной и внутренней резьбы – при наличии винтореза.
- Отрезка части детали.
- Обработка внутренних цилиндрических и конических поверхностей.
- Фаска поверхностей.
- Накатывание рифлений.
Данные процедуры производятся при наличии дополнительных возможностей оборудования.
Какого типа инструменты нужны для деталей, которые изготавливают на токарных станках
Весь инструментарий можно поделить на режущий и вспомогательный. Резчик работает со следующими приборами:
- Фасонный резец – кромка должна совпадать с профилем заготовки, представлена прутками проката.
- Центровочные сверла – соответственно, необходимы для сверления глухих и сквозных отверстий.
- Расточная насадка – для растачивание полостей.
- Проходная – подходит для черновой, получистовой и чистовой обработки наружных и внутренних поверхностей, для торцевания конических деталей.
- Канавочный резец.
- Отрезной.
- Твердосплавные пластины применяются при изготовлении предметов из инструментальной стали.
На изображении показан приблизительный набор каждого токаря:

Если вас интересовало, каким инструментом обрабатывают детали на токарных станках, обратите внимание на фотографию. Следует всегда держать оборудование в чистоте, а также в заточенном состоянии.
Схема обработки
На каждом предприятии при запуске новой серии в работу специалисты всегда получают задачу в виде схематического изображения. Это намного проще и удобнее, чем если бы каждый работник самостоятельно подбирал режим, скорость, резец. Обычно проверка производится заблаговременно. Это позволяет избежать различных дефектов, а также добиться точности, что особенно важно при серийном производстве.
Схема включает в себя несколько изображений, на которых показано:
- как фиксируется резец;
- его положение (угол наклона) относительно заготовки;
- условное обозначение самого процесса.
Посмотрим на картинку со схемой обработки на токарном станке:

Здесь представлены все основные параметры, остается только проставить цифры.
В статье мы рассказали, какие операции проводят и какие изделия из металла на оборудовании по обработке можно получить, что делают на токарном станке. Выбирайте продукцию с ЧПУ от «САРМАТ», чтобы добиться высокой точности изготовления деталей и минимизировать нагрузку на работников.
Читайте также: