
Станок для проточки дисков какой лучше
Опубликовано: 12.05.2024
В процессе эксплуатации автомобиля дисковые тормоза неизбежно подвергаются деформации. Это связано с особенностями работы системы – быстрым нагревом поверхности и дальнейшим охлаждением. Для восстановления первоначальных эксплуатационных свойств применяют станок для проточки.
Компоновка оборудования

Этот тип оборудования используется для комплектации специализированных автосервисов и СТО. Проточка тормозных дисков представляет собой процедуру снятия излишка стального слоя для придания детали первоначальной конфигурации.
Конструктивно станок состоит из обрабатывающего блока, в состав которого входит силовая установка и головка с резцами. Последняя имеет функцию смещения относительно закрепленного на штифте тормозного диска. Для установки оптимального режима обработки может изменяться частота вращения шпиндельной бабки. Для повышения мобильности многие модели станков имеют подвижную раму. Это дает возможность обрабатывать диски без снятия их с автомобиля.
Процесс обработки состоит из следующих этапов.
- Определение степени изношенности тормозного диска. На этом этапе выясняется – можно ли восстановить изначальные качества тормозной системы. Важно, чтобы обновленный тормозной диск не повлиял негативно на безопасность эксплуатации авто.
- Установка параметров оборудования. При этом учитывается наружный диаметр, его посадочные размеры. Выбор модели резца зависит от степени обработки.
- Выполнение проточки. На этом этапе необходимо контролировать толщину снятия материала.
- Проверка размеров.
В процессе проточки поверхность диска может нагреваться. В этом случае необходимо использовать охлаждающую жидкость. Оптимальным вариантом системы является подача СОЖ через инструмент (резец).
Если используется станок для проточки тормозных дисков без снятия с автомобиля – важно правильно выбрать позиционирование инструмента обработки. Для этого в оборудовании должно быть местное освещение. Обязательно используются измерительные инструменты для контроля текущих размеров.
Характеристики станка для проточки тормозных дисков
Рабочий блок станка состоит из двух пар резцов, расположенных напротив друг друга. Тормозной диск помещается между ними на валу. Смещение режущей части происходит с помощью суппорта в автоматическом или ручном режиме. При выборе важно обращать внимание на возможность перемещения комплекса к автомобилю. Таким образом можно уменьшить время обработки диска, не снимая его с машины.
К основным техническим характеристикам станков по обточке тормозных дисков относятся следующие:
- максимальная и минимальная толщина обрабатываемого диска.
- допустимый диаметр;
- шаг резцовой головки;
- параметры электродвигателя – мощность, характеристики электросети для подключения (220 или 380 В);
- обороты приводного вала;
- точность вращения;
- возможность изменения высоты режущего блока. Это необходимо для точного позиционирования диска, установленного на авто, относительно резцов;
- габариты и масса оборудования.
Для повышения точности комплектация станка может включать в себя дополнительные элементы – центрирующие конусы различных диаметров, прижимные чашки и т.д.
Важно соблюдать последовательность установки тормозного диска на вращающийся вал. Этот процесс подробно описан в предлагающейся инструкции по эксплуатации.
Во время работы на станке необходимо использовать средства индивидуальной защиты – маску, очки и рабочую одежду. Во время активации оборудования есть вероятность того, что раскаленные элементы диска при контакте с резцами будут отброшены из зоны обработки.
Самостоятельная модификация станка недопустима. Некоторые модели предусматривают возможность обработки тормозных дисков с их предварительным демонтажем с авто или без него. В каждом отдельном случае применяется индивидуальный порядок подготовки к проточке. Ни в коем случае нельзя осуществлять ее без предварительного осмотра станка на факт выявления дефектов или неисправностей.
В видеоматериале показа пример проточки тормозных дисков без снятия их с машины:
Производство тормозных дисков не такое простое как кажется на первый взгляд. Составов масса!
Да, все они сделаны из чугуна, есть конечно и композитные, но сейчас речь не о них! Сплавов этого чугуна масса, поэтому у дисков разных производителей разные характеристики и эксплуатационные качества.
Да и сам процесс отличается. Диски не просто отлили и проточили в нужный размер, так их после первого же нагрева поведет при охлаждении! У нормальных производителей еще масса этапов по термообработке и нормализации! Не просто так цена отличается в разы! Хотя дорого не всегда хорошо, живой пример диски фирмы TRW и Brembo (Я про обычноые Brembo) Brembo MAX и Brembo Sport хороши!)
Но даже хорошие диски не вечные, их можно убить.
Разница между дешёвыми и хорошими в том как скоро это произойдет!
Причин биения масса. Это и неправильная установка, и неисправные суппорта, и несоблюдение правил прикатки и многое многое другое!
Диски одних производителей можно нагреть до красна и они после остывания будут ровными, но если после пару оттормаживаний влететь в лужу ничего хорошего с ними не будет!
Диски младшего ценового диапазона могут начать бить и без попадания в лужу…
ИМХО проточка тормозных дисков это деньги на ветер!
Положительный эффект может быть только у водителей с пенсионерским стилем вождения!
Если начали бить то после первого же хорошего отжига будет опять бить!
Проверено неоднократно!
Если есть сомнения то можете сами проверить. По мере нагрева биение усиливается, на первом торможении бить начинают со 120 км/ч. Еще пару торможений и уже начинает бить начиная с 80 км/ч.
Сам лично замерял биение убитого диска на холодную и на горячую. На горячую 15соток, после остывания — 7.
Проточили. Токарь опытный, естественно с одной установки, с проточкой посадочного ступицы. Диск стал тоньше на 0,5мм, ступичная часть на 0,3мм.
Сразу после проточки биение 2 сотки. Через неделю после покатушек опять начали бить. На холодную 10 соток)))
И дело не в токаре, так же после других токарей, проточка без снятия тоже не панацея!
Ну и в завершение пару видосов для тех кто не любит читать а любит смотреть))
Мнение токаря о проточке дисков. САБЖ с 43 секунды
А кому лень столько смотреть сразу мотаем на 4:32
И все при проточке забывают про минимальную остаточную толщину тормозного диска. В среднем это -2мм. от толшины новых, но у многих машин допуски еще жеще, допустимый износ там всего 1,3-1,6мм. И это на дисках толщиной 30мм!
Чем тоньше диск тем больше вероятность перегрева и того что его поведет!
Опять же мнение токаря на эту тему
На рынке появилось много станков для проточки тормозных дисков. В этой статье я остановлюсь на тех моделях, которые используют принцип проточки непосредственно на автомобиле, не снимая диска.
Метод проточки диска непосредственно по оси ступицы гарантирует отсутствие биений и параллельность рабочих поверхностей диска, что сделало его наиболее популярным. Многие производители автомобилей приняли его как обязательную процедуру при замене колодок и даже тормозных дисков.
Чтобы понять, какой же станок выбрать, я хочу остановиться на критериях, которые, по моему мнению, важны при выборе.
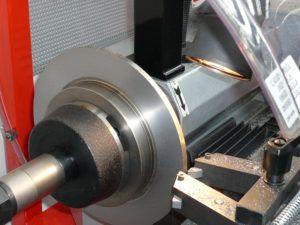
Точильный станок монтируется специальными креплениями на места установки тормозного суппорта (рис.1). Так как на различных автомобилях исполнение крепления суппорта различное, то у нас появляется первый критерий, на который необходимо обращать внимание, а именно максимально полный набор специальных кронштейнов для установки точильного станка на посадочные места суппорта.

Далее. Во время проточки диска ось автомобиля вращается специальным приводом, а резцы смещаются от меньшего радиуса тормозного диска к большему. Вращение оси автомобиля происходит на определенной угловой скорости w, а подача резца - на определенной линейной скорости Vn. Линейная скорость диска в точке соприкосновения резца будет ровняться Vд=r*w, где r -это расстояние от оси диска к точке соприкосновения резца (рис. 2 "Тормозной диск").

Так как резец смещается в сторону большего радиуса диска, то скорость Vд будет расти, а линейная скорость подачи резца останется неизменной. Возле меньшего радиуса диска линейная скорость Vd будет меньше. На краю диска, соответственно, линейная скорость будет больше:
1) Vn < Yд - линейная скорость вращения диска больше скорости подачи резца;
2) Vn = Yд - линейная скорость вращения диска равна скорости подачи резца;
3) Vn > Yд - линейная скорость вращения диска меньше скорости подачи резца.
Максимальная линейная скорость диска Vд напрямую зависит от радиуса тормозного диска, а радиусы дисков бывают разных размеров. Первый и второй случаи обеспечивают качественную обработку дисков, поэтому я на них заострять внимание не буду. Но в третьем случае будет возникать спираль (рис. 3 "Тормозной диск, торцевая проекция").
Это приведёт к высокой шероховатости диска при обработке (особенно для дисков с большими диаметрами) и не будет обеспечивать 100% прилегания пары колодка/диск (рис. 4).

Избежать этого можно увеличив скорость вращения оси автомобиля w. Таким образом, вторым критерием при выборе станка является показатель того, может ли станок обеспечить изменение скорости вращения оси автомобиля w.
Обычно две поверхности диска обрабатываются одновременно. Один резец обрабатывает одну сторону, второй -одновременно вторую. Это обеспечивает параллельность рабочих поверхностей диска. Но, если резцы установить на разных уровнях прилегания, как показано на рисунках 5.1 или 5.2, будет возникать небольшой угол отклонения.


И из-за волн вибрации металла диска или крохотного биения подшипника, это приведет, в результате, к шероховатости диска. Поэтому третьим критерием при выборе станка является возможность обеспечить установку резцов так, как указано на рис. 5.3. Т. е. надо обращать внимание на конструкцию самого проточного станка, есть ли у него плавная регулировка крепления.

И последний, на мой взгляд, существенный критерий. При проточке дисков на СТО очень важно время выполнения услуги. Поэтому немаловажным фактом есть то, где проводить проточку дисков. Чтобы вращать ось автомобиля, необходимо автомобиль поднять на подъемнике. С другой стороны, достаточно "оторвать" одну ось от пола (в том случае, если это не 4WD), например, с помощью домкратов; или обе оси автомобиля с помощью шиномонтажной платформы. Если
привод вращения автомобиля станка для проточки дисков имеет такую возможность (точить диски на домкратах или платформе), то эту услугу можно оказывать и в условиях СТО, и в полевых условиях (шиномонтажный участок, пост замены масла, пр.). Таким образом, четвертым критерием при выборе будет наличие двойной базы установки привода вращения оси автомобиля.
Итак, основные критерии при выборе станка для проточки дисков:
1) Полный набор кронштейнов для крепления проточного станка
2) Возможность изменять скорость вращения оси автомобиля
3) Плавная регулировка для центрирования резцов
Надеюсь, эта статья поможет понять, на что необходимо обращать внимание при выборе станка для проточки тормозных дисков.
Станок для проточки тормозных дисков Sivik DBL-802 DL предназначен для профессионального использования в различных автосервисах и на станциях технического обслуживания. Установка эффективно восстанавливает поврежденную поверхность тормозных дисков с минимальными потерями по толщине. Обработка дисков с помощью данного оборудования обеспечивает отсутствие шума, вибраций и биения.
Простой и удобный механизм регулировки точильного узла по высоте гарантирует удобство в работе со станком.
Вся электрика станка надежно защищена от механических повреждений и несанкционированного доступа специальным прочным кожухом. Три колеса, одно из которых поворотное, обеспечивают мобильность и маневренность станка для проточки тормозных дисков Sivik DBL-802 DL.

Преимущества Sivik DBL-802 DL. Простой в использовании и безопасный рабочий блок. Возможность проточки тормозных дисков с переменными размерами. Шкала с ценой деления 0,05 мм позволяет добиться высокой точности обработки. Проточка дисков без снятия с машины. Восстанавливает поверхность искривленных и покрытых бороздами тормозных дисков.
Станок для проточки тормозных дисков Sivik DBL-802 DL предназначен для профессионального использования в различных автосервисах и на станциях технического обслуживания. Установка эффективно восстанавливает поврежденную поверхность тормозных дисков с минимальными потерями по толщине. Обработка дисков с помощью данного оборудования обеспечивает отсутствие шума, вибраций и биения. Станок для проточки тормозных дисков Sivik DBL-802 DL предназначен для профессионального использования в различных автосервисах и на станциях технического обслуживания. Установка эффективно восстанавливает поврежденную поверхность тормозных дисков с минимальными потерями по толщине. Обработка дисков с помощью данного оборудования обеспечивает отсутствие шума, вибраций и биения. Станок для проточки тормозных дисков Sivik DBL-802 DL предназначен для профессионального использования в различных автосервисах и на станциях технического обслуживания. Установка эффективно восстанавливает поврежденную поверхность тормозных дисков с минимальными потерями по толщине. Обработка дисков с помощью данного оборудования обеспечивает отсутствие шума, вибраций и биения. Станок для проточки тормозных дисков Sivik DBL-802 DL предназначен для профессионального использования в различных автосервисах и на станциях технического обслуживания. Установка эффективно восстанавливает поврежденную поверхность тормозных дисков с минимальными потерями по толщине. Обработка дисков с помощью данного оборудования обеспечивает отсутствие шума, вибраций и биения.
Таблица 5.1 - Технические характеристики
| Показатель | Величина |
| Толщина тормозного диска макс | 39 мм |
| Шаг резца | 0,05мм |
| Питание | 220В / 50Гц, 380В / 50 Гц |
| Скорость движения лезвия | 8,5 мм/мин |
| Рабочая высота | 100/120 см |
| Рабочие обороты привода | 100 об./мин |
| Вес | 45 кг |
| Рабочий диапазон температур | от -5 до + 35°С |
| Точность вращения: | 0,002 мм |
| Уровень шума | 74 дБ(а) |
| Изменение толщины дисков | 0,005-0,01 мм |
| Шероховатость поверхности | 1,5 - 2,0 микрометр |
| Цена | 68000 руб |
Станок для проточки тормозных дисков №2 Sivik DBL-902 D
разработка Россия, производство Китай
Станок для проточки тормозных дисков Sivik DBL-902 D - это простое и удобное в использовании профессиональное оборудование, предназначенное для восстановления поверхности тормозных дисков автомобилей. Наличие лампы подсветки делает условия эксплуатации более комфортными. Наличие транспортировочных колес существенно облегчает перемещение установки к месту работы. Станок этой модели характеризуется высокой точностью и отличным качеством проточки.
Станок комплектуется лампой, что существенно облегчает условия его эксплуатации. Все рабочие узлы станка изготовлены из высококачественных износостойких материалов. Вся электрика станка надежно защищена от механических повреждений и несанкционированного доступа специальным прочным кожухом. Три колеса, одно из которых поворотное, обеспечивают мобильность и маневренность станка для проточки тормозных дисков.
Простой в использовании и безопасный рабочий блок. Возможность проточки тормозных дисков с переменными размерами. Шкала с ценой деления 0,05 мм позволяет добиться высокой точности обработки. Проточка дисков со снятием и без снятия с машины. Восстанавливает поверхность искривленных и покрытых бороздами тормозных дисков.

Таблица 5.2 - Технические характеристики
| Показатель | Величина |
| Толщина тормозного диска макс | 39 мм |
| Шаг резца | 0,05мм |
| Питание | 220В / 50Гц, 380В / 50 Гц |
| Скорость движения лезвия | 8,5 мм/мин |
| Рабочая высота | 100/120 см |
| Рабочие обороты привода | 100 об./мин |
| Вес | 97 кг |
| Рабочий диапазон температур | от -5 до + 35°С |
| Точность вращения: | 0,002 мм |
| Уровень шума | 74 дБ(а) |
| Изменение толщины дисков | 0,005-0,01 мм |
| Шероховатость поверхности | 1,5 - 2,0 микрометр |
| Цена | 98000 руб |
Станок для проточки тормозных дисков №3 AE&T AM-8700
разработка и производство Китай
Станок для проточки тормозных дисков AE&T AM-8700 используется для проточки тормозных дисков непосредственно на автомобиле. Обработка поверхности диска производится одновременно с двух сторон. Все элементы станка изготовлены из прочного металла, который защищен от возникновения коррозии. Аппарат оснащен транспортировочными колесами, которые позволяют быстро подкатить станок к автомобилю. Рукоятка специальной формы позволяет легко управлять аппаратом во время передвижения, а также маневрировать по рабочей площадке. Станок модно регулировать по высоте под при помощи специального рычага регулировки, что обеспечивает удобство в работе. Специальный черный ящик, предусмотренный в конструкции станка для проточки тормозных дисков, обеспечивает удобное хранение подручного инструмента. Агрегат оснащен колесами для более легкой и удобной транспортировки по рабочей зоне.

Надежная конструкция. Возможна регулировка по высоте. Простое управление. Защита от коррозии.
Таблица 5.3 - Технические характеристики
| Показатель | Величина |
| Толщина тормозного диска макс | 40 мм |
| Шаг резца | 0,05 мм |
| Питание | 220В/50Гц 110В/60Гц |
| Скорость движения лезвия | 8,5 мм/мин |
| Рабочая высота | 100/125 см |
| Рабочие обороты привода | 98 об./мин |
| Вес | 50 кг |
| Рабочий диапазон температур | 25-50°С |
| Точность вращения: | 0,002 - 0,005 мм |
| Уровень шума | 74 дБ(а) |
| Изменение толщины дисков | 0,002- 0,005 мм |
| Шероховатость поверхности | 1,5 - 2,0 микрометр |
| Цена | 76000 руб |
Станок для проточки тормозных дисков №4 AE&T AM-983
разработка и производство Китай
Станок для проточки тормозных дисков AE&T AM-983 работает от электрической сети, напряжением 220В. Агрегат предназначен для проточки тормозных дисков, как непосредственно на автомобиле, так и отдельно - в снятом виде. Возможна обработка одновременно обеих рабочих поверхностей тормозного диска, что исключает его деформацию от силы действия резца. Станок обычно используется в автосервисах и на станциях технического обслуживания.
Высокое качество. Надежная конструкция. Возможна регулировка по высоте. Простое управление. Защита от коррозии. Долгий срок службы.

Таблица 5.4 - Технические характеристики
| Показатель | Величина |
| Толщина тормозного диска макс | 40 мм |
| Шаг резца | 0,05 мм |
| Питание | 220В/50Гц 110В/60Гц |
| Скорость движения лезвия | 8,5 мм/мин |
| Рабочая высота | 100/125 см |
| Рабочие обороты привода | 100 об./мин |
| Вес | 50 кг |
| Рабочий диапазон температур | 25-50°С |
| Точность вращения: | 0,002 - 0,005 мм |
| Уровень шума | 74 дБ(а) |
| Изменение толщины дисков | 0,002- 0,005 мм |
| Шероховатость поверхности | 1,5 - 2,0 микрометр |
| Цена | 105000 руб |
Проанализировав представленные станки для проточки тормозных дисков, наиболее оптимальным, для применения на данной СТОА, является станок для проточки тормозных дисков Sivik DBL - 902 D. Он универсален, обладает достаточным диапазоном контролируемых параметров. Не уступает по своим техническим характеристикам аналогам, является отечественной разработкой, имеет стоимость 98000 руб, что позволяет конкурировать с другими аналогами.
Владельцы автосервиса готовы покупать только то оборудование, которое сможет принести реальную прибыль. Это разумный подход. Причем надо учесть: самое эффективное оборудование не сможет работать само по себе, без организации процесса сервиса.
В данной статье мы постараемся не просто подобрать оборудование для проточки дисков, а еще и попытаемся понять, как его использовать наиболее эффективным образом, для извлечения максимальной прибыли.
Итак, попробуем разобраться с различного рода утверждениями, мифами и сомнениями, касающимися проточки тормозных дисков.
1. «Как понять, что диск нуждается в проточке?»
Во-первых. Проточка тормозных дисков должна стать такой же обязательной периодической процедурой, как «сход-развал» или балансировка. Ведь процессе эксплуатации любого агрегата его надо время от времени приводить в порядок. А порядок в работе тормозной системы – еще более жизненно важная вещь.

На фото справа Вы видите тормозной диск со следами коррозии. Это не что иное, как неровности, неминуемо приводящие к ухудшению работы тормозных колодок. В большинстве случаев клиент отказывается протачивать такие диски, считая, что «ничего, пара торможений – и колодки сами удалят эту ржавчину». Если коррозия поверхностная, в результате стоянки в течении нескольких дней во влажную погоду без движения – да. А если коррозия уже въелась глубже.
В-третьих. Если визуально видны неровности или биения тормозного диска – даже не обсуждается: надо точить или менять диск.
2. «Диски нужно не точить, а менять!»
Да, если диск плохого качества, если выработан весь его ресурс (остаточная толщина меньше допусков производителя), если диск покоробился в результате термических перепадов (повело от перегрева). Однако, замена тормозного диска на новый должна сопровождаться проточкой нового диска после установки его на ступицу. Таким образом, проточка и замена тормозного диска – это не взаимно исключающие, а взаимно дополняющие друг друга операции. Диск надо либо только точить, либо менять + все равно точить.
3. «Если уж нужно точить диск – лучше профессионала-токаря с этим никто не справится».
Абсолютно верно, НО:
- После проточки диска у токаря (качественной проточки, вопросов нет!) Вы все равно в итоге получите биения тормозного диска из-за микронеровностей поверхности ступицы, на которую Вы этот диск установите. Если «поймали» микронеровность размером в 10 микрон (примерно в 10 раз меньше толщины бумаги для визитки) – на диаметре 300 мм Вы получите биения поверхности тормозного диска порядка 0,10…0,15 мм (100…150 микрон) при допуске 0,05 мм (50 микрон). Придется точить.
- Затраты времени на монтаж/демонтаж диска, доставку диска токарю (если это штатный токарь – он какое-то время должен ждать Ваш заказ, занимаясь чем-то другим), и обратно. И это время тоже должен кто-то оплатить.
- Если токарь является штатной единицей сервиса – от покупки токарного станка все равно «не отвертеться».
- Токарный станок точит "спиралью". Это допустимо для любой детали, поверхность которой не соприкасается во вращении с фрикционной поверхностью колодок. Тут особый случай, описанный в следующем вопросе.
4. «Говорят, что после проточки дисков скорость износа колодок увеличивается!»
Это действительно так, если проточка осуществляется на любом станке, кроме HUNTER.
После проточки ЛЮБЫМ станком, HUNTER в том числе, на поверхности остаются микронеровности. Это результат воздействия резцов, которые не могут оставить после себя отшлифованную поверхность. В результате эти неровности в виде острой кромки – не что иное, как «рашпиль», стачивающий часть фрикциона колодки при каждом торможении. Происходит это потому, что резец движется вдоль всей поверхности диска равномерно, нарезая своего рода «спираль» (поверхность похожа на виниловую пластинку). НО только станок для проточки HUNTER перемещает резцы только тогда, когда окружность замкнулась. И так, шаг за шагом, достигается финишная поверхность с микронеровностями в виде концентрических окружностей, а не спирали, как у других. Новая колодка один раз «прирабатывается» к ней (профиль поверхности колодки принимает профиль поверхности диска), и дальше работает без спиливания слоев тормозной колодки.

5. «Я слышал, что поверхность тормозных дисков покрыта особым слоем, который нельзя стачивать».
Если бы это было так – тогда диск приходил бы в негодность к моменту первой же замены колодок.
Конечно же, это миф. На самом деле «особый слой» - это ржавчина и остатки фрикционного материала колодок, которые не способствуют (мягко говоря) процессу нормального торможения. Надо обязательно снять этот «особый слой» перед каждой заменой тормозных колодок.

Тормозные диски изготавливаются преимущественно из чугуна. В меньшей степени – из легированной стали, особой керамики или карбона (углепластика). У каждого материала есть свои преимущества и недостатки, но в любом случае – это однородный материал, без всяких «особых слоев».
Каким бы ни был материал тормозного диска и конструктивное исполнение (гладкий, с насечками, перфорацией. ) – проточка Hunter справится наилучшим образом, поскольку имеет плавный регулятор оборотов, позволяя выбрать наилучшую скорость для различной глубины резания и материала диска.
6. «Автопроизводители не рекомендуют протачивать диски, а сразу рекомендуют менять».

- Зачастую сами сотрудники дилерских центров даже не подозревают о таких рекомендациях. И не в силу свей некомпетентности, а в силу того, что таких рекомендаций просто не существует.
- Напротив автопроизводители рекомендуют именно станок HUNTER для обслуживания тормозной системы своих автомобилей. Вот некоторые из них: 

- Даже если диск требует замены, он требует и проточки после установки на ступицу, чтобы снять остаточные биения.
7. «Почему некоторые сервисы считают процедуру проточки дисков сложной, дорогой и невыгодной?»
Действительно, если проточка дисков крепится на скобу тормозного суппорта (вместо тормозного суппорта) – это долго, сложно и невыгодно. Ни один автомеханик не возьмется за работу, если не уверен в результате. Такой способ проточки сопряжен с рядом трудностей и «подводных камней», вот только некоторые из них:
- Демонтаж скобы суппорта - нежелательная операция. При установке его на место необходимо использовать специальный фиксатор резьбы или контрящие шайбы. Отсутствие этих расходных материалов у мастера может привести к проблемам с тормозами на дороге.
- Установка режущего модуля на место крепежа скобы суппорта сопряжена с подбором шайб в двух плоскостях. Ошибки монтажа, попадание песчинок в место сопряжения деталей приведут к порче тормозного диска. Если же такая проточка используется в автосервисе, то работают на ней пара самых умелых и опытных мастера. А кадровые проблемы никто не отменял…
- Режущий модуль не всегда помещается в арке колеса. «Можно вывернуть передние колеса, чтобы модуль поместился снаружи» - возразите Вы. А как быть с дисковыми тормозами задних колес? А ведь сейчас таких автомобилей большинство…
Проточки такого типа выпускались 10-15 лет назад, но безнадежно устарели. Возможно, китайские копии еще можно встретить на нашем рынке, но стоит ли вообще связываться с таким оборудованием.
Проточка HUNTER устанавливается на тормозной диск, а режущий модуль подводится к месту, освободившемуся при отведении тормозного суппорта. При этом точно не надо демонтировать скобу, а часто не надо демонтировать и сам тормозной суппорт, достаточно его именно отвести, оставив на одном болту крепления.
При этом очень важно, чтобы вся конструкция станка была жесткой, чтобы обеспечить перпендикулярность оси движения каретки резцедержателя к оси вращения фланцевого адаптера. Проточной станок HUNTER имеет самую жесткую конструкцию по сравнению с другими брендами.
8. «Компенсация биений выполняется сложно и долго, а потому проточка занимает много времени».

Компенсация биений – это действительно вопрос, над которым «сломана голова» ни у одного инженера. Раньше действительно, была механическая 3-х точечная компенсация, которая заключалась в том, что к поверхности муфты сопряжения адаптера и проточки подводился стрелочный индикатор биения. Затем производилась регулировка упоров в трех точках (если вспомните геометрию за 7-й класс – именно три точки являются необходимым и достаточным условием создания плоскости). Затем результат проверялся, проводилась коррекция… И так до тех пор, пока биение не станет ничтожно малым.
Этот процесс действительно требовал значительного времени: 3-5 минут.
Следующий шаг – уход от длительной 3-х точечной процедуры и переход на «одноточечную» компенсацию с помощью муфты специальной конструкции. В этой муфте нет механизмов, конструкция проста до неприличия: два плоских фланца, а между ними – еще один, имеющий небольшую конусность. В этом случае достаточно запустить мотор, дождаться показаний инклинометра о биениях, а затем произвести регулировку путем вращения всего одного винта. Весь процесс занимает порядка 20 секунд. Именно так в недавнем времени производилась компенсация биений на проточках Hunter Engineering.
Затем инженеры придумали «непрерывную» компенсацию. Заключается она в считывании биений с помощью гироскопа (менее популярное название – инклинометр). Затем приводится в действие механизм, автоматически «подкручивающий» нужные винты муфты для выравнивания ее биений. При этом раздается характерное пощелкивание. Надо подождать, пока оно прекратится (5. 10 секунд) – и можно начинать работу.
9. «При проточке часто слышен неприятный писк, а поверхность получается волнообразной, даже если я делаю все правильно».
Это не вина проточки. Дело в том, что тормозной диск является своего рода мембраной, имеющей собственные колебания, на которую Вы воздействуете резцами, вынуждая «дрожать». Этот эффект называется резонанс и является очень частой проблемой при протачивании диска на постоянной скорости.
На проточных станках производства HUNTER эта проблема легко решается нажатием кнопки «АСТ» (Anti-Chatter Technology) – технология подавления резонанса. Вот как это работает:
Грег Мейер, продукт-менеджер компании Hunter Engineering, объясняет, что эффект резонанса можно ощутить, проведя простой эксперимент: возьмите стакан, смочите палец в воде и начинайте равномерно водить им по краю стакана. Спустя пару-тройку оборотов вы ощутите вибрацию стенок стакана и услышите писк. Стенки стакана – это протачиваемый диск, а трение влажного пальца о его стенки – трение резцов о диск. Когда резонанс возникнет – поверхность диска будет испорчена. Но если Вы пользуетесь проточкой HUNTER – Вы готовы к любой «неожиданности».
10. «Проточка не справляется с полноприводными автомобилями. Приходится отсоединять кардан или все-таки снимать весь диск».
Это частая проблема для проточек со слабыми приводными двигателями. Проточка HUNTER имеет двигатель мощностью 1,5 л.с. (самый мощный среди подобных станков), который справится с проточкой дисков полноприводного автомобиля наилучшим образом. Есть и еще один «подводный камень»: автоблокировка межколесного дифференциала.
Грег Мейер, продукт-менеджер компании Hunter Engineering, рассказывает, что дифференциал начинает блокироваться при разности угловых скоростей оппозитно стоящих колес. На каждом автомобиле – это разное значение. В данном случае – 60 об/мин. Необходимо «поймать» эту разницу и с помощью плавной регулировки оборотов задать скорость вращения протачиваемого диска немного меньшее значение. В данном случае – 50…55 об/мин. Это невысокая скорость, но гарантированно позволяющая обеспечить должную обработку без слесарных манипуляций, которые займут гораздо большее время, чем «потеря» скорости протачивания.
Сравните проточку Hunter с другой хорошей проточкой:
Позвоните нам, и мы готовы ответить на все вопросы, которые не попали в этот обзор.
Читайте также: