
Как сделать спицы на мотоцикл
Опубликовано: 24.04.2024
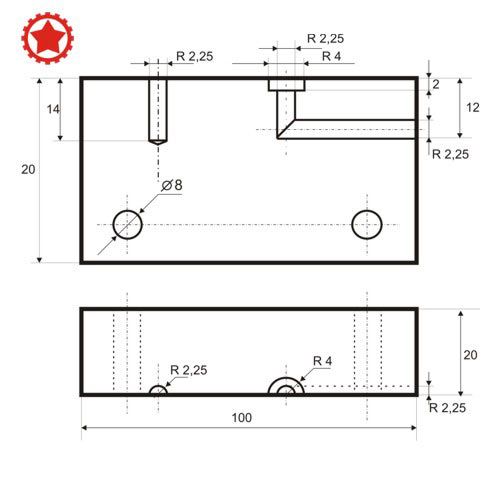
Общепринято, что кастомизация отечественного оппозита немыслима без установки широкого, желательно спицованого, заднего колеса. Методика изготовления последнего общеизвестна: обод от 401-го Москвича с удаленной серединой, отверстиями и потаями под спицы, стандартный тормозной барабан или самодельная ступица под дисковые тормоза и, конечно, набор самодельных спиц. Спицы, как правило, используются «родные», укороченные до необходимой длинны. Укорачивание производится просто: штатная резьба прогоняется плашкой дальше по стержню спицы, затем лишнее отрезается (как правило, вместе с участком штатной резьбы). Поскольку штатная резьба делается методом накатки, а не нарезки (если это не самодельные днепровские спицы из гвоздей), стержень спицы имеет диаметр, недостаточный для ее качественного удлинения с помощью плашки. Нипель на такой «укороченной» спице держаться не будет. Неоднократно мне приходилось видеть такие спицы (причем на довольно аккуратных мотоциклах), намертво прихваченные к нипелям электросваркой – признак полного отчаяния кастомайзера. Следовательно, укорачивать спицы следует с другого конца, сохраняя заводскую резьбу. Эта работа достаточно трудоемка и требует, кроме ножовки и «болгарки», специальной оправки (см. чертеж, фото 1.), а также наличия поблизости газосварочного аппарата. Указанная оправка изготавливается на фрезерном станке и, желательно, закаливается, хотя практика показывает, что даже сырая оправка выдерживает изготовление одного комплекта спиц. Перед началом работы следует, с помощью расчетов или опытным путем, вычислить длину заготовки с учетом припуска на изгиб и формирование шляпки.
Далее по порядку:
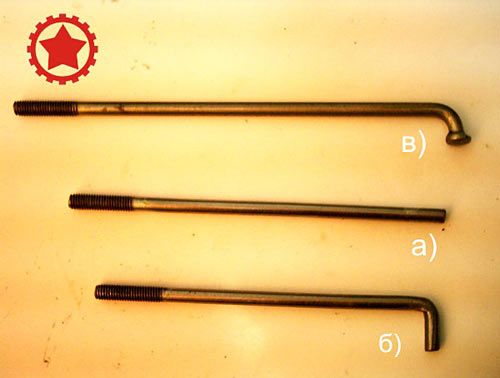
1. Отрезаем от исходной спицы «лишнее» (Фото 2-а.)
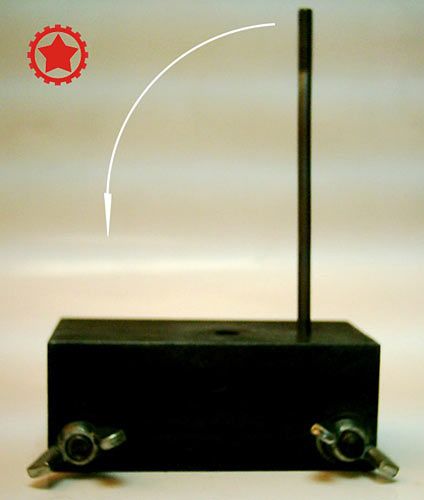
2. Нагреваем конец спицы и гнем его в оправке. (Фото 2-б, 3, 4.)
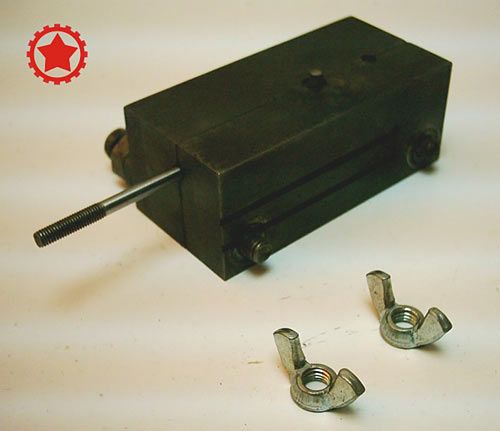
3. Зажимаем изогнутый конец спицы в оправке, греем выступающий кончик пламенем газосварки докрасна и расклепываем его в гнезде. (Фото 5.) Надо признать, что эта операция требует определенной сноровки, поэтому процент брака поначалу велик.
4. Вынимаем полученную спицу из оправки и обрабатываем ее на точильном камне, надфилем, либо наждачной бумагой. Теперь можно наносить гальваническое покрытие. (Фото 2-в.)
Изготовленные подобным способом спицы, если и уступают по надежности заводским, то не намного. Их можно периодически подтягивать без боязни сорвать остатки резьбы.
В заключение можно привести еще один способ укорачивания стандартных спиц, недостойный, на мой взгляд, истинного гаражного кастомайзера, не ищущего легких путей. Можно, вооружась картой города или района, обойти два-три десятка предприятий, занимающихся металлообработкой. Есть определенная вероятность, что у какого-то из токарей найдется специальная прокаточная плашка под резьбу необходимого размера. Тогда, за сумму, экв. 0,2 доллара за спицу, вам удлинят штатную резьбу, насколько необходимо, после чего останется только укоротить спицы по месту.

Друзья! Наверное, это не совсем формат Twentysix, но я решил выложить здесь и это небольшое руководство из журнала, чтобы у всех была возможность оценить и обсудить формат постоянной рубрики «Мастерская». Еще и потому, что, мы постараемся в ближайшем будущем провести в отношении этой рубрики «импортозамещение» силами одной из отечественных веломастерских.
Итак, девиз статьи: «Самостоятельная спицовка непременно породнит Вас с байком. От Вас – сноровка и терпение. От «Райдера» – пошаговая инструкция».
1. Для сборки колеса (с камерой) нам потребуются: станок для центровки колеса, зонтомер, штангенциркуль, молоток, тупой пробойник, отвертка, складной метр, подходящий спицевой ключ приблизительно на 3,2 мм для стандартных четырехгранных ниппелей.

2. Для начала измеряем эффективный диаметр обода ERD: аккуратно измеряем внутренний диаметр обода и прибавляем толщину стенки обода. Эта цифра понадобится нам для расчета длины спиц.

3. Теперь измерим диаметр (окружности) расположения (центров) спицевых отверстий втулки. Обратите внимание, что диаметр этой окружности может у каждого фланца быть своим. И в большинстве случаев передняя и задняя втулки различаются по этому показателю.

4. Оформляем «паспорт» каждой втулки. Заносим в него диаметры расположения спицевых отверстий. Затем измеряем длину оси втулки (в данном случае – 142 мм). Делим это число пополам и отмечаем середину втулки. Теперь, расположив втулку на листе соответственно рисунку, измеряем расстояние от ее середины до каждого из фланцев (FD) при помощи штангенциркуля. В нашем случае это 33 и 20 мм. Заметим, что из-за крепления ротора тормоза передние втулки тоже асимметричны.

5. Для расчета длины спиц мы рекомендуем воспользоваться одним из онлайн-калькуляторов. Например, калькулятором длины спиц на вебcайте DT Swiss.
Перевод терминов для калькулятора: Front wheel – переднее колесо; Rear wheel – заднее колесо; Rim Diameter / ERD – тип обода и/или ERD (см. выше); Hub – втулка; Pitch circle diameter – PCD (см. выше); Flange distance – FD (см. выше); Ø of spoke hole – диаметр спицевого отверстия; No. of spokes – число спиц; No. of intersections – число пересечений (тип спицовки, в данном случае – три); Nipple – тип ниппеля; Spoke length (precise) – точная длина спицы; rounded – округленная длина.

6. Продеваем первую спицу через любое спицевое отверстие во фланце втулки изнутри со стороны ротора и закрепляем спицу ниппелем во втором спицевом отверстии обода от отверстия под ниппель камеры (нижнее фото).


7. Далее продеваем еще семь спиц в каждое второе отверстие фланца также с внутренней стороны втулки. Внимание: ни в коем случае не используем на одной стороне колеса спицы разной длины!

8. Продев спицу в отверстие фланца втулки (шаг 6), вставляем ее конец в отверстие обода, оставляя по три свободных отверстия между соседними спицами. Закрепляем ниппелями. То есть, в каждом четвертом отверстии должна быть спица.

9. Теперь приводим спицы в их рабочее положение: удерживая обод одной рукой, вращаем втулку противоположно направлению движения (см. фото). Спицы должны входить в обод под тупым углом.

10. Завершаем спицовку стороны ротора. Для этого следующие восемь спиц продеваем через оставшиеся отверстия того же фланца втулки с противоположной (внешней) стороны.

11. Поворачивая свободную продетую спицу в направлении вращения втулки (см. шаг 9), проводим ее сзади двух ближайших закрепленных спиц и спереди третьей. Затем, как показано на фото, продеваем эту спицу в среднее из трех свободных отверстий на ободе и закрепляем ее при помощи ниппеля. Так же поступаем со всеми остальными продетыми спицами.

12. На утолщенной (торцевой) части спицевых ниппелей есть шлицы. Вставив в шлиц отвертку или торцевой ключ для спиц (см. фото) навинчиваем ниппель на спицу на два-три оборота, не применяя силу.

13. Теперь продеваем первую «спицу-ориентир» (не путать с «лидирующими») через отверстие второго фланца изнутри. Перед этим поворачиваем колесо таким образом, чтобы ниппель шины оказался в верхней точке. Ориентируясь на ближайшее к ниппелю по ходу движения велосипеда отверстие обода (слева), находим соответствующее отверстие на фланце втулки, также расположенное в направлении движения (см. фото). Закрепляем спицу в этом положении. Так напротив ниппеля шины не будет пересечения спиц, мешающего подключению насоса.

14. Следующую спицу вставляем в ближайшее отверстие фланца слева от спицы- ориентира. Продеваем эту спицу в отверстие снаружи, так чтобы ее головка смотрела наружу от втулки.

15. Остальные семь спиц продеваем в каждое второе отверстие во фланце (в обод пока не вставляем). Следим при этом, чтобы спица не попадала в треугольничек меду спицами другой стороны, а оставалась свободной. Перекидываем третью спицу справа от спицы-ориентира через нее снаружи и вставляем в ближайшее свободное отверстие от ниппеля шины слева (принцип «сзади, сзади, спереди, закрепляем»). Остальные спицы последовательно вставляем в каждое четвертое отверстие обода так, чтобы они не пересекались с другими спицами, и закрепляем ниппелями.

16. Оставшиеся восемь спиц продеваем в той же последовательности с внутренней стороны фланца в свободные отверстия. Затем их нужно будет вставить в свободные отверстия обода и закрепить.

17. Поскольку все остальные спицы уже закреплены, пространства для маневров осталось довольно мало. Поэтому берем каждую из последних спиц двумя руками и вставляем в соответствующее отверстие обода, соблюдая схему трех пересечений «сзади, сзади, спереди» и одинаковые углы пересечения спиц.

18. Теперь, когда у нас сформировался полный зонт, навинчиваем ниппели глубже на каждую спицу, пока вся резьба не скроется из виду – но не дальше!

19. Теперь закрепляем колесо в станке для центровки (правки). Чтобы линия центровки колеса не отклонилась в одну из сторон, проверяем, чтобы оно было прочно зафиксировано в креплениях «вилки» станка. Затем, начиная от ниппеля шины, затягиваем все короткие спицы колеса на один полный оборот. На переднем колесе это будет левая сторона по направлению движения велосипеда, а на заднем – правая (сторона трансмиссии). Затем переходим к спицам противоположной стороны.

20. Необходимо исключить трение головок спиц об отверстия при колебаниях спиц. Для этого осторожными ударами при помощи молотка и тупого пробойника выравниваем головку каждой спицы с поверхностью фланца.

21. Затягиваем спицы еще примерно на пару оборотов в обозначенной выше последовательности (сначала на «короткой» стороне, затем на стороне длинных спиц). Извлекаем колесо из станка и устанавливаем зонтомер на торец втулки колеса со стороны коротких спиц и на обод с обеих сторон. При помощи регулировочного колесика настраиваем длину оси зонтомера таким образом, чтобы устранить зазоры в этих трех точках (борта обода справа и слева, торец втулки). Затем прикладываем зонтомер с противоположной стороны колеса (с длинными спицами).


22. Если обод не равноудален от втулки, подтягиваем все ниппели спиц соответствующей стороны фланца на пол-оборота. Корректировка всегда должна быть направлена в сторону длинных спиц. Результат протяжки проверяем, снова установив на колесе зонтомер и выровняв его.

23. Сводим вместе оба щупа станка для правки колес и подводим их к ободу, пока один из щупов не начнет цепляться за обод. Для выправления эллипса ниппели всегда подкручиваются лишь на четверть оборота. Подтягивается всегда одинаковое число спиц слева и справа.

24. Область радиального биения отмечаем белым скотчем. Подтягиваем спицы (по часовой стрелке по отношению к внешней стороне обода) на четверть оборота. И, если участок биения охватывает только пять спиц, чуть-чуть подтягиваем и шестую тоже, чтобы не сделать восьмерку.


26. Чрезмерное натяжение может повредить как втулку, так и обод. Чтобы проверить натяжение, со средним усилием сжимаем две перекрещенные спицы. Точка пересечения не должна смещаться больше, чем на один сантиметр.

27. После всех протяжек нужно еще раз проверить концентричность колеса. В случае необходимости выправляем. Только следим за тем, чтобы не «перетянуть» спицы.

28. Чтобы предупредить появление восьмерок и эллипсов, после спицовки следует «опрессовать» колесо. Устанавливаем колесо на прочную подставку и аккуратно наваливаемся на него своим весом, после чего снова проверяем его на концентричность и биение.

В статье описан процесс изготовления приспособления для укорачивания мотоциклетных спиц, а так же технология его работы. Эта информация будет полезна в первую очередь людям, которые занимаются кастомайзингом, то есть сами собирают мотоциклы по своим проектам. Такие спицы могут понадобится при изготовлении задних широких колес на мотоцикл, которые приобрели большую популярность среди
«чоперистов».
Необходимость данного приспособление обуславливается малым ассортиментом готовых мотоциклетных спиц на территории СНГ. При попытке изготовить спицы с нуля, а не укорачивать мотто строитель может столкнутся с проблемой, связанной с резьбой на спице, поскольку в оригинале толщина резьбы больше чем толщина спицы, и поиск подходящих заготовок может оказаться весьма проблематичным. Так же заводские спицы имеют накатанную а не нарезанную резьбу, что улучшает ее качество. Поэтому правильнее будет переделать готовые спицы, чем изготавливать новые, тем более что данный проект не затребует особых затрат и весьма прост в изготовлении.
Для изготовления приспособы понадобятся:
- Цельный кусок метала, размером 20х40х100мм;
- Два болта м8, длинной 60мм и гайки «барашки» к ним;
- Сверла диаметром 8; 4,5;
- Дрель;
- Большая болгарка;
Вот подробный чертеж приспособления, как видите ничего сложного.
Процесс работы с приспособлением:
Стоковые спицы подготавливаются, отрезается нужна длина.

На месте выступающего короткого кончика спицы должна быть шляпка, для этого ее необходимо расклепать. При расклепке спиц используется газосварка, конец спицы разогревается до красна, после чего расклепывается молотком. Для такой работы необходим опыт, поэтому первые разы может не получится.
Далее спица вынимается из приспособы, и шляпка обрабатывается на точильном станке либо наждачной бумагой. После чего спица готова к нанесению гальваники.
Автор статьи утверждает что такие спицы по качеству выходят весьма неплохими, возможно лишь немного хуже заводских.
Я уже как-то эту тему поднимал. И упомянул спицы из гвоздей. Меня обсмеяли. Только что пообщался с челом, у которого на Днепровском 19" колесе именно такие спицы. Гвозди диаметром 5 мм, нарезана резьба и отогнуты шляпки. Колесо прошло окло 1000 км, все ок.
В чем может быть засада? Чем электроды лучше?
Есть у меня знакомый, у него были спицы из электродов 5 нержавейка. 72 в колесе заднем. Под явские нипеля. Вся засада заключается в том что надо очень часто, практически после каждого выезда проверять натяжку и подтягивать спицы. Растягиваются они быстро. Но он при первой возможности поставил нормальные. Думай сам, я бы не советовал, нахрен судьбу испытывать.
Снова вопрос: а чем от электродов и гвоздей отличаются нормальные спицы? Более пластичны или, наоборот, более жесткие? Или пружинящие? Что их отличает?
а теперь посмотри из каких электродов были сделаны. Из нержавейки. Она и отличается тем, что тянется. Если брать обычные электроды то ваяй, т.к. и гвозди и электроды (обычные режут из одного мотка проволоки (видел на заводе). Но обычные потом надо будет хромирнуть, или оцинковать.
Лучше кубить обыное колесо с обычным ободом и спицами и кататся, надёжнее если надо можно хромонут а можно и не хромить кому как.
для ARXANGEL: Ты резьбу вообще на спицах разглядывал. Она там не накатанная. С электродами тот же калинкор под них малёха надоть дыгочки раздраконить, стандартная спица 4 а электрод надоть брать принипременно 5
Спицы из гвоздей и электродов ставить себе не стал бы, сильно попахивает колхозными технологиями
Вот-вот и жить ещё хочеться долго и счастливо. кстати спицы можно заказать на какомнибудь заводе в городе.
для Springer:
В том то и аргумент, что на заводе спицы делают не из электродов и не из гвоздей, потому и можно их тянуть не растягивая и не слизывая резьбы(а резьба то там накатана, а не нарезана, что в двойне повышает нагрузку на резьбу спицы). Сравни заводскую спицу и гвоздевую: заводская более упругая, более жесткая, в тоже время на излом – прочная.
Бывает, что при нагрузке даже у заводских отрывает бошку, что же говорить об электродаж и гвоздях? Из дюбилей же не сделаешь спицы…
P.S……….забей гвоздя на такие спицы.
Во! Наконец что-то внятное, спасибо. А из какого металла делают спицы на заводе? Что за пруток?
Специально для Springer:
Спица изготавливается из проволоки спицевой стальной(ГОСТ 3110-46), сталь 20
Отдельное спосибо за информацию Clown & Wong.
Просто Сталь 20 идет на спицы и резьбу катают, гвозди и электроды Сталь 3 и резьба режится, потому они и тянуться.
Гвозди и электроды уже не должны из стали 3 делать. Сейчас минимально сталь 10 идет в промышленности. Спицы можно сделать из сталистой (упругой, неотожженой) проволоки требуемого диаметра (3.5 мм). Она с наклепом, после волочильни, жесткая и упругая, только ее тяжело распрямлять из бухты. Электроды слишком мягкие, пальцами гнутся.

В статье описан процесс изготовления приспособления для укорачивания мотоциклетных спиц, а так же технология его работы. Эта информация будет полезна в первую очередь людям, которые занимаются кастомайзингом, то есть сами собирают мотоциклы по своим проектам. Такие спицы могут понадобится при изготовлении задних широких колес на мотоцикл, которые приобрели большую популярность среди
«чоперистов».
Необходимость данного приспособление обуславливается малым ассортиментом готовых мотоциклетных спиц на территории СНГ. При попытке изготовить спицы с нуля, а не укорачивать мотто строитель может столкнутся с проблемой, связанной с резьбой на спице, поскольку в оригинале толщина резьбы больше чем толщина спицы, и поиск подходящих заготовок может оказаться весьма проблематичным. Так же заводские спицы имеют накатанную а не нарезанную резьбу, что улучшает ее качество. Поэтому правильнее будет переделать готовые спицы, чем изготавливать новые, тем более что данный проект не затребует особых затрат и весьма прост в изготовлении.
Вот подробный чертеж приспособления, как видите ничего сложного.

Процесс работы с приспособлением:
Стоковые спицы подготавливаются, отрезается нужна длина.




На месте выступающего короткого кончика спицы должна быть шляпка, для этого ее необходимо расклепать. При расклепке спиц используется газосварка, конец спицы разогревается до красна, после чего расклепывается молотком. Для такой работы необходим опыт, поэтому первые разы может не получится.
Далее спица вынимается из приспособы, и шляпка обрабатывается на точильном станке либо наждачной бумагой. После чего спица готова к нанесению гальваники.
Автор статьи утверждает что такие спицы по качеству выходят весьма неплохими, возможно лишь немного хуже заводских.
То рено по удобной стоимости
Общепринято, что кастомизация отечественного оппозита немыслима без установки широкого, желательно спицованого, заднего колеса. Методика изготовления последнего общеизвестна: обод от 401-го Москвича с удаленной серединой, отверстиями и потаями под спицы, стандартный тормозной барабан или самодельная ступица под дисковые тормоза и, конечно, набор самодельных спиц. Спицы, как правило, используются «родные», укороченные до необходимой длинны. Укорачивание производится просто: штатная резьба прогоняется плашкой дальше по стержню спицы, затем лишнее отрезается (как правило, вместе с участком штатной резьбы). Поскольку штатная резьба делается методом накатки, а не нарезки (если это не самодельные днепровские спицы из гвоздей), стержень спицы имеет диаметр, недостаточный для ее качественного удлинения с помощью плашки. Нипель на такой «укороченной» спице держаться не будет. Неоднократно мне приходилось видеть такие спицы (причем на довольно аккуратных мотоциклах), намертво прихваченные к нипелям электросваркой – признак полного отчаяния кастомайзера. Следовательно, укорачивать спицы следует с другого конца, сохраняя заводскую резьбу. Эта работа достаточно трудоемка и требует, кроме ножовки и «болгарки», специальной оправки (см. чертеж, фото 1.), а также наличия поблизости газосварочного аппарата. Указанная оправка изготавливается на фрезерном станке и, желательно, закаливается, хотя практика показывает, что даже сырая оправка выдерживает изготовление одного комплекта спиц. Перед началом работы следует, с помощью расчетов или опытным путем, вычислить длину заготовки с учетом припуска на изгиб и формирование шляпки.
Далее по порядку:
- Отрезаем от исходной спицы «лишнее» (Фото 2-а.)
- Нагреваем конец спицы и гнем его в оправке. (Фото 2-б, 3, 4.)
- Зажимаем изогнутый конец спицы в оправке, греем выступающий кончик пламенем газосварки докрасна и расклепываем его в гнезде. (Фото 5.) Надо признать, что эта операция требует определенной сноровки, поэтому процент брака поначалу велик.
- Вынимаем полученную спицу из оправки и обрабатываем ее на точильном камне, надфилем, либо наждачной бумагой. Теперь можно наносить гальваническое покрытие. (Фото 2-в.)
Изготовленные подобным способом спицы, если и уступают по надежности заводским, то не намного. Их можно периодически подтягивать без боязни сорвать остатки резьбы.
В заключение можно привести еще один способ укорачивания стандартных спиц, недостойный, на мой взгляд, истинного гаражного кастомайзера, не ищущего легких путей. Можно, вооружась картой города или района, обойти два-три десятка предприятий, занимающихся металлообработкой. Есть определенная вероятность, что у какого-то из токарей найдется специальная прокаточная плашка под резьбу необходимого размера. Тогда, за сумму, экв. 0,2 доллара за спицу, вам удлинят штатную резьбу, насколько необходимо, после чего останется только укоротить спицы по месту.
Я уже как-то эту тему поднимал. И упомянул спицы из гвоздей. Меня обсмеяли. Только что пообщался с челом, у которого на Днепровском 19" колесе именно такие спицы. Гвозди диаметром 5 мм, нарезана резьба и отогнуты шляпки. Колесо прошло окло 1000 км, все ок.
В чем может быть засада? Чем электроды лучше?
Есть у меня знакомый, у него были спицы из электродов 5 нержавейка. 72 в колесе заднем. Под явские нипеля. Вся засада заключается в том что надо очень часто, практически после каждого выезда проверять натяжку и подтягивать спицы. Растягиваются они быстро. Но он при первой возможности поставил нормальные. Думай сам, я бы не советовал, нахрен судьбу испытывать.
Снова вопрос: а чем от электродов и гвоздей отличаются нормальные спицы? Более пластичны или, наоборот, более жесткие? Или пружинящие? Что их отличает?
а теперь посмотри из каких электродов были сделаны. Из нержавейки. Она и отличается тем, что тянется. Если брать обычные электроды то ваяй, т.к. и гвозди и электроды (обычные режут из одного мотка проволоки (видел на заводе). Но обычные потом надо будет хромирнуть, или оцинковать.
Лучше кубить обыное колесо с обычным ободом и спицами и кататся, надёжнее если надо можно хромонут а можно и не хромить кому как.
для ARXANGEL: Ты резьбу вообще на спицах разглядывал. Она там не накатанная. С электродами тот же калинкор под них малёха надоть дыгочки раздраконить, стандартная спица 4 а электрод надоть брать принипременно 5
Спицы из гвоздей и электродов ставить себе не стал бы, сильно попахивает колхозными технологиями
Вот-вот и жить ещё хочеться долго и счастливо. кстати спицы можно заказать на какомнибудь заводе в городе.
А на заводе из чего будут их гнуть? Те-же электроды. Или пруток. Вопрос в том-же: чем он лучше? Или чем хуже электроды и гвозди? Толком ни кто так и не сказал. "Вот не буду ставить и все" - не аргумент.
для Springer:
В том то и аргумент, что на заводе спицы делают не из электродов и не из гвоздей, потому и можно их тянуть не растягивая и не слизывая резьбы(а резьба то там накатана, а не нарезана, что в двойне повышает нагрузку на резьбу спицы). Сравни заводскую спицу и гвоздевую: заводская более упругая, более жесткая, в тоже время на излом – прочная.
Бывает, что при нагрузке даже у заводских отрывает бошку, что же говорить об электродаж и гвоздях? Из дюбилей же не сделаешь спицы…
P.S……….забей гвоздя на такие спицы.
Во! Наконец что-то внятное, спасибо. А из какого металла делают спицы на заводе? Что за пруток?
Специально для Springer:
Спица изготавливается из проволоки спицевой стальной(ГОСТ 3110-46), сталь 20
Просто Сталь 20 идет на спицы и резьбу катают, гвозди и электроды Сталь 3 и резьба режится, потому они и тянуться.
Гвозди и электроды уже не должны из стали 3 делать. Сейчас минимально сталь 10 идет в промышленности. Спицы можно сделать из сталистой (упругой, неотожженой) проволоки требуемого диаметра (3.5 мм). Она с наклепом, после волочильни, жесткая и упругая, только ее тяжело распрямлять из бухты. Электроды слишком мягкие, пальцами гнутся.
Читайте также: